Hi together,
as there is no thread about the chinese DN - type welders i have started one.
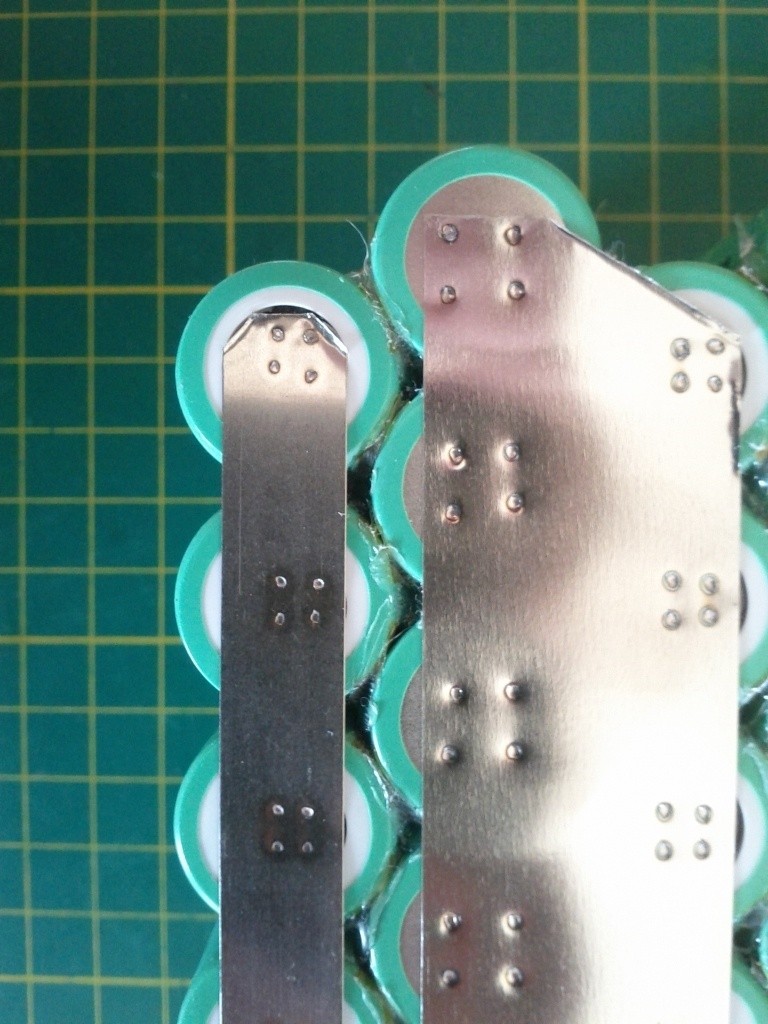
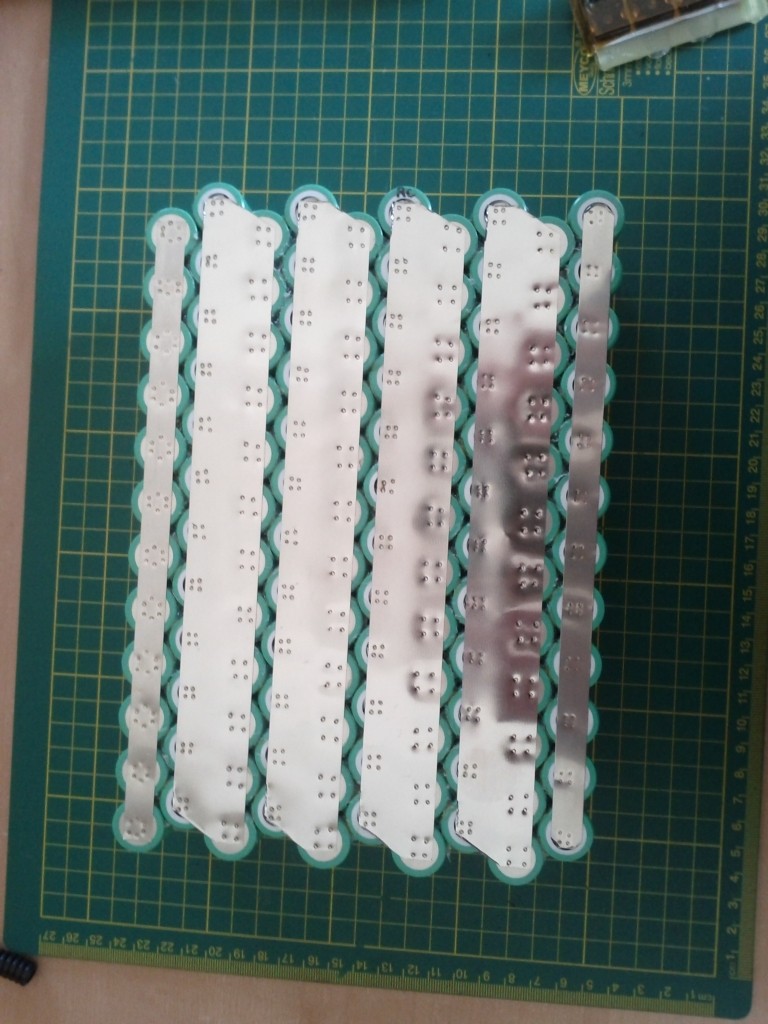
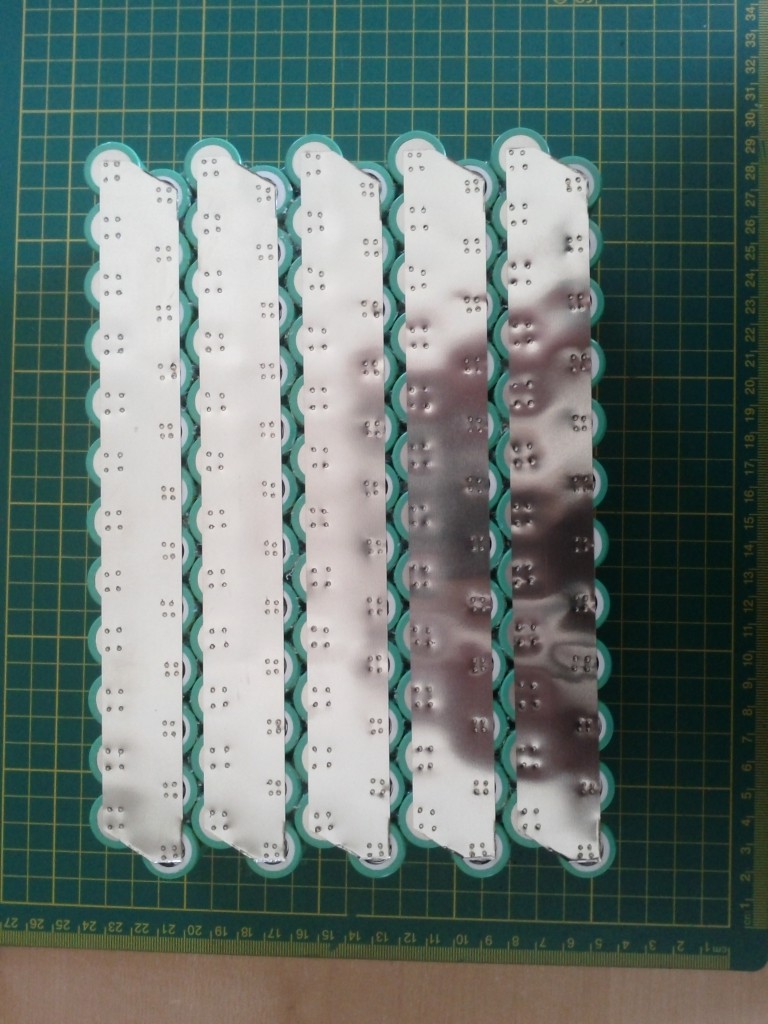
Also i will write about different materials used for welding and how i build my batteries so they hopefully last long under vibrations they need to withstand on our bikes and vehicles.
i have bought the welder from here:
http://www.cart100.com/Product/15904562609/
shipping costs to Austria have add about 200 $ beacuse this thing is really heavy. we talking about more than 20kg!
How does it work:
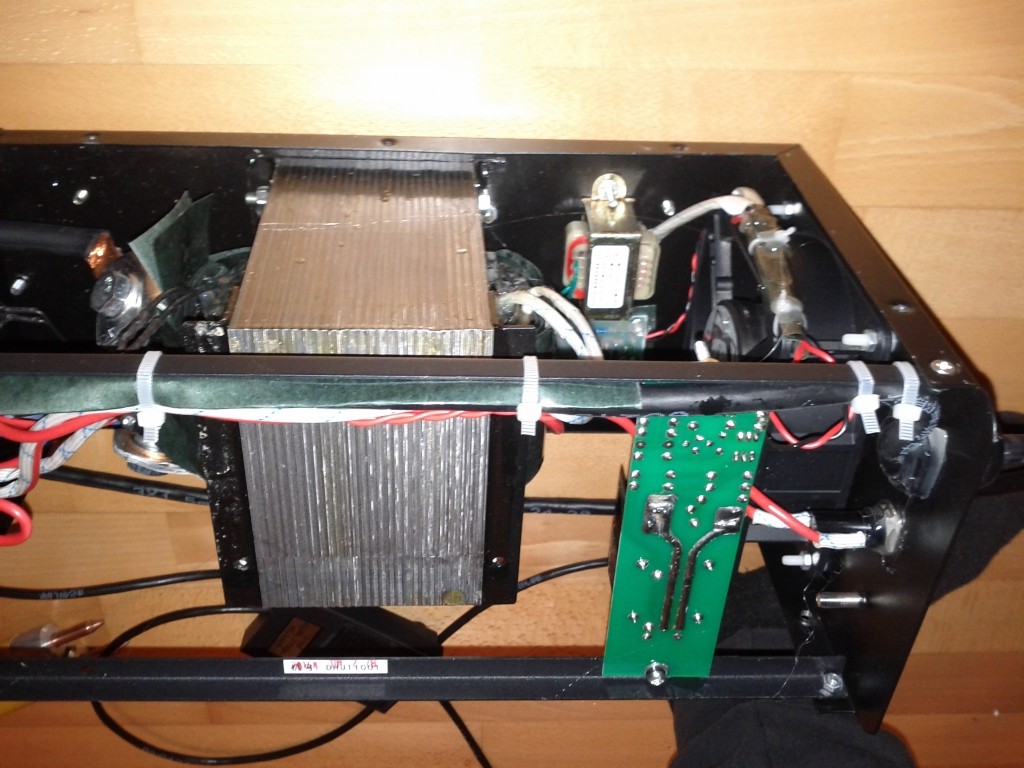
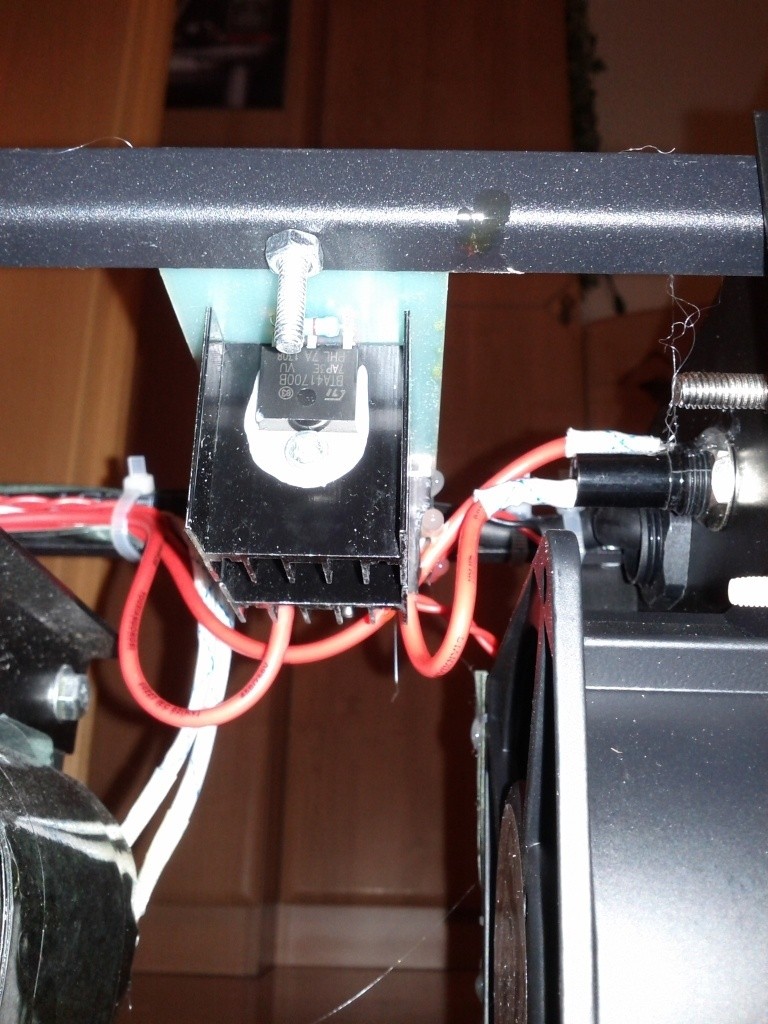
if you push the foot switch some FET's inside will close the connection between AC power and a big transformer. with the pot on the front you can set up the time how long this connection will be closed (i believe the range is between 10 - 300ms).
DN-5 means 5kW (peak) from what i know, but i had no problem to use it on nomal house socket with normal 16A fuse. Only the lights do flicker in same room but nothing to bother about")
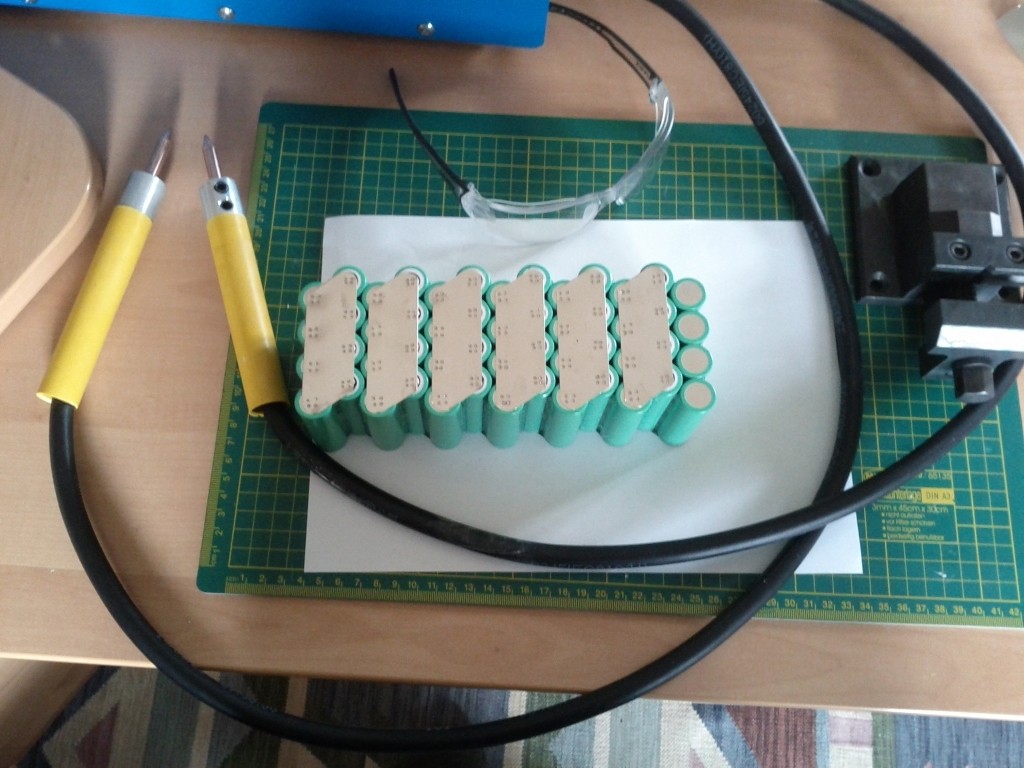
check the pics with descriptions (im sorry for the phone quality):
the DN-5 welder:

from left to right: main power switch, foot switch on / off, pot for welding time 0-10 (i believe without steps)

modifications:
installed a solid 230V jack

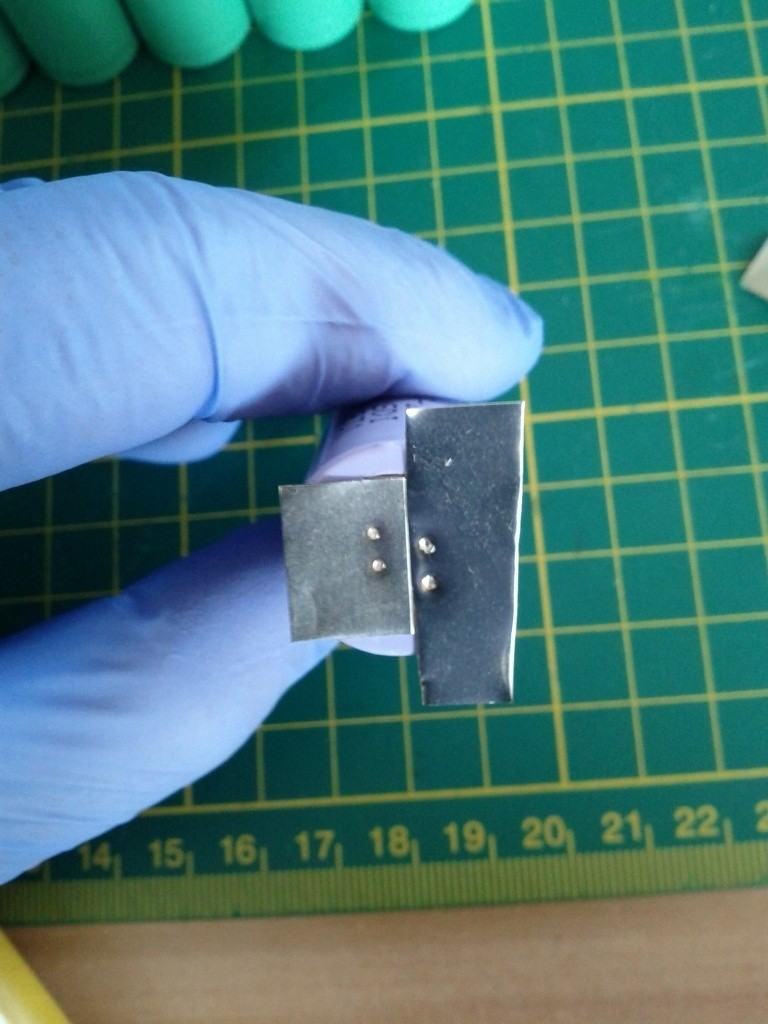
as they put the loose wire into the tips i have put a wire-end sleeve on it and shrinktube


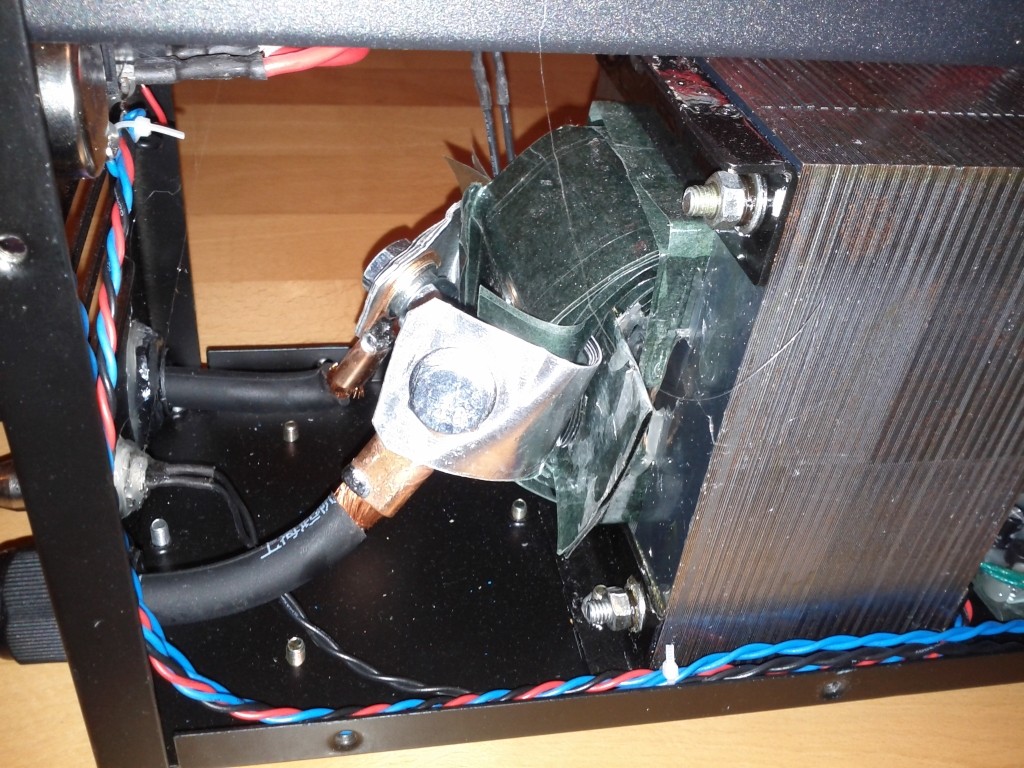
thats inside:


as there is no thread about the chinese DN - type welders i have started one.
Also i will write about different materials used for welding and how i build my batteries so they hopefully last long under vibrations they need to withstand on our bikes and vehicles.
i have bought the welder from here:
http://www.cart100.com/Product/15904562609/
shipping costs to Austria have add about 200 $ beacuse this thing is really heavy. we talking about more than 20kg!
How does it work:
if you push the foot switch some FET's inside will close the connection between AC power and a big transformer. with the pot on the front you can set up the time how long this connection will be closed (i believe the range is between 10 - 300ms).
DN-5 means 5kW (peak) from what i know, but i had no problem to use it on nomal house socket with normal 16A fuse. Only the lights do flicker in same room but nothing to bother about
check the pics with descriptions (im sorry for the phone quality):
the DN-5 welder:
from left to right: main power switch, foot switch on / off, pot for welding time 0-10 (i believe without steps)
modifications:
installed a solid 230V jack
as they put the loose wire into the tips i have put a wire-end sleeve on it and shrinktube
thats inside: