
I recently purchased a few varieties of nickel strip for my spot welder which is a 12v car battery with a simple mosfet circuit. One type of metal sparks when I hit it with the Dremel, which leads me to believe it is steel, while the other does not spark, leading me to believe it is nickel. It was my understanding that nickel would weld better than steel however, the nickel ribbon produces significantly worse (dirtier, burnt, weaker) welds and requires much more pulse time whereas the steel produces strong welds at a low pulse time. Why does steel strip weld better and at a lower pulse time than nickel strip?
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Nickel Strip VS Steel Strip
- Thread starter 420b
- Start date

They should both weld well, steel has a higher resistance, so it is a poor conductor which will convert more of your battery watts into waste heat.
The steel welds better at a lower power level because its high resistance converts the welding current into heat better than nickel.
The steel welds better at a lower power level because its high resistance converts the welding current into heat better than nickel.

spinningmagnets said:They should both weld well, steel has a higher resistance, so it is a poor conductor which will convert more of your battery watts into waste heat.
The steel welds better at a lower power level because its high resistance converts the welding current into heat better than nickel.
The resistance of the metal as an explanation makes sense. I guess I'd need a stronger car battery to deliver more current for nickel strip welding.
liveforphysics
100 TW
Can is ~300um of steel with 6um of Nickel on it. Spot welding to steel is going to have faster corrosion failure near the heat effected zone of the weld. The only spots you would want to spot weld to a cell if you care about it being good is the positive tab or upper crimp lip, otherwise you're asking for cell damage IMHO.
liveforphysics said:Can is ~300um of steel with 6um of Nickel on it. Spot welding to steel is going to have faster corrosion failure near the heat effected zone of the weld. The only spots you would want to spot weld to a cell if you care about it being good is the positive tab or upper crimp lip, otherwise you're asking for cell damage IMHO.
What youre saying is nickel is preferable because it won't corrode the 18650 as steel would? Unfortunately the nickel does not weld well with my spot welder. I'm going to be using steel for my batteries but I'll keep in mind that they are going to be very water sensitive.
liveforphysics
100 TW
Maybe try tests at a small scale to see how fast decay may happen by leaving it in a tupperware out in the sun with a salty water soaked papertowel in there. I bet you can get the can to leak electrolyte out from corrosion in 2 weeks or less from eating the metal of the can around the weld, but I would love to be wrong. Testing is your friend in batteries.
icherouveim
1 kW
I have a similar spot welder system. If you make you tips sharper & thinner then you will be able to weld pure nickel strips very well also.420b said:I recently purchased a few varieties of nickel strip for my spot welder which is a 12v car battery with a simple mosfet circuit. One type of metal sparks when I hit it with the Dremel, which leads me to believe it is steel, while the other does not spark, leading me to believe it is nickel. It was my understanding that nickel would weld better than steel however, the nickel ribbon produces significantly worse (dirtier, burnt, weaker) welds and requires much more pulse time whereas the steel produces strong welds at a low pulse time. Why does steel strip weld better and at a lower pulse time than nickel strip?
"...The only spots you would want to spot weld to a cell if you care about it being good is the positive tab or upper crimp lip, otherwise you're asking for cell damage IMHO..."
That reminds me that Alta attached a negative connection to the shoulders of the 18650s. I thought it was only to leave the rest of the can for cooling, but spot-welding heat is always an issue, so it makes more sense now...
That reminds me that Alta attached a negative connection to the shoulders of the 18650s. I thought it was only to leave the rest of the can for cooling, but spot-welding heat is always an issue, so it makes more sense now...
kdog
10 kW
Re: the nickel welds in your first set of photos
it looks like too long a pulse time and not enough amps. those heat marks indicate heat has built up to dangerous levels to get the weld done, even then you say its a poor weld. the nickel is fracturing around the weld site- another indicator of poor weld parameters. you need a much shorter and hotter weld site
I would try lowering the total circuit resistance +/- paralleling another battery to your existing one, then lower pulse time. this will result in a hotter weld and lower heat soaking into the battery and surrounding strip. any time you get those bridging heat marks, something is wrong IMO.
you can also slot your nickel for much easier welds but this is time consuming.
steel is a really crappy conductor so unless you are planning a VERY low power battery (~2 amps/cell), do yourself a favour and at least use pure nickel.
it looks like too long a pulse time and not enough amps. those heat marks indicate heat has built up to dangerous levels to get the weld done, even then you say its a poor weld. the nickel is fracturing around the weld site- another indicator of poor weld parameters. you need a much shorter and hotter weld site
I would try lowering the total circuit resistance +/- paralleling another battery to your existing one, then lower pulse time. this will result in a hotter weld and lower heat soaking into the battery and surrounding strip. any time you get those bridging heat marks, something is wrong IMO.
you can also slot your nickel for much easier welds but this is time consuming.
steel is a really crappy conductor so unless you are planning a VERY low power battery (~2 amps/cell), do yourself a favour and at least use pure nickel.
joshuahuang
10 mW
- Joined
- Dec 28, 2018
- Messages
- 26
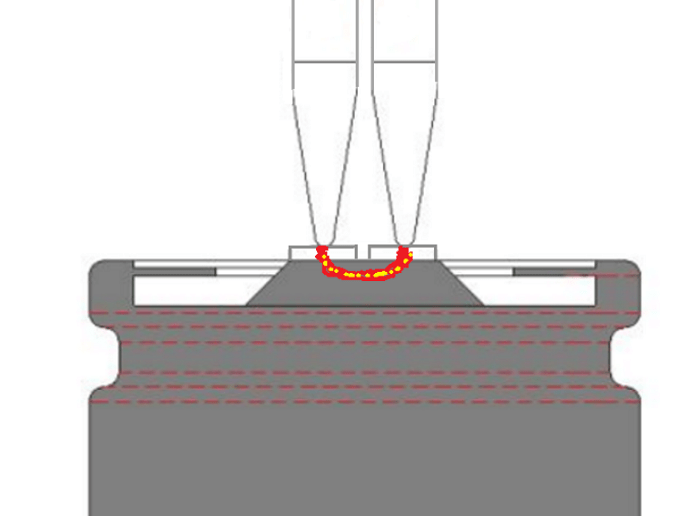
why is slotted easier to spot weld?
The slot forces all of the welding current to go through the cell-tip, rather than some of the current just passing across the nickel strip from one welding probe to the other.
Similar threads
- Replies
- 3
- Views
- 1,361
- Replies
- 8
- Views
- 534
- Replies
- 8
- Views
- 1,339
- Replies
- 6
- Views
- 1,117
- Replies
- 2
- Views
- 767