ridethelightning
1 MW
- Joined
- Jul 21, 2013
- Messages
- 2,010
so i thought id start my own thread on this here, as i dont want to hijack other, "normal" battery spot welder threads and spam them with crayzness to confuse folks about whats acceptable in a battery spotwelder  :lol:
:lol:
i have a riba welder that i bought some time back and never used. im sure its fantastic for nickel welding but i need more current capacity from my packs than nickel can comfortably supply.
my plan is to use its timing circut and build my own power switch system.
i now have all the parts required except the fets, i have 20*irf 1324 s7pbf which i ordered, then decided to return them and get better ones, the ones used in the kwelder, FDB0105N407L.
namely because of the vast difference in the critical specs-
(1324 vs FDB0):
single pulse avalanch energy 230 mj vs 1109 mj
max pulse drain current 1640A vs 2540 A
the cost of the 2 types of fets was actually very comparable-$110 vs $125 aud for 20.
the aim is to be able to comfortably weld 0.15mm copper to cells, copper to copper, COPPER TO EVERYTHING!
so next i plan to tap threads in the copper bus bars, (i know its gonna be tough) and clamp the (20)fets to the copper bar.
i could also use the ~2mm copper sheet i have and make it broarder, do it in a wye config, but id rather save it as a surface for building my packs on :wink:
:wink:
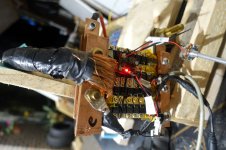
i plan to use the cable i have in the pic as the electrode cables but i want to individually insulate the strands, to parallel the inductance. so i might have 10 or so of the thick strands in each cable, and keep them short, each wrapped in heat shrink or some sleeving.
for the power source, i will first try the 3 large 150ah sla batteries i have in parallel. i dont know what their ir is like, but they weigh 60kg each, and have got to pack some kind of punch.
my diesel pickup jump starts very enthusiastically with one
the electrode tips will be 9mm copper rod with 1.5mm*10mm tungsten tig electrode press fitted in the ends. i have found this to work well in the past with coil spot welders.
i will also try doing the welding in an argon gas bath, to reduce brittling of the tungsten tips from oxidation.
though i have used AC coil based spotwelders for copper, this is my first attempt at building a fet switched welder so id be keen to hear any advice from any experienced ES folks.
ill be posting more pics with updates as i build.
Cheers
i have a riba welder that i bought some time back and never used. im sure its fantastic for nickel welding but i need more current capacity from my packs than nickel can comfortably supply.
my plan is to use its timing circut and build my own power switch system.
i now have all the parts required except the fets, i have 20*irf 1324 s7pbf which i ordered, then decided to return them and get better ones, the ones used in the kwelder, FDB0105N407L.
namely because of the vast difference in the critical specs-
(1324 vs FDB0):
single pulse avalanch energy 230 mj vs 1109 mj
max pulse drain current 1640A vs 2540 A
the cost of the 2 types of fets was actually very comparable-$110 vs $125 aud for 20.
the aim is to be able to comfortably weld 0.15mm copper to cells, copper to copper, COPPER TO EVERYTHING!
so next i plan to tap threads in the copper bus bars, (i know its gonna be tough) and clamp the (20)fets to the copper bar.
i could also use the ~2mm copper sheet i have and make it broarder, do it in a wye config, but id rather save it as a surface for building my packs on
i plan to use the cable i have in the pic as the electrode cables but i want to individually insulate the strands, to parallel the inductance. so i might have 10 or so of the thick strands in each cable, and keep them short, each wrapped in heat shrink or some sleeving.
for the power source, i will first try the 3 large 150ah sla batteries i have in parallel. i dont know what their ir is like, but they weigh 60kg each, and have got to pack some kind of punch.
my diesel pickup jump starts very enthusiastically with one
the electrode tips will be 9mm copper rod with 1.5mm*10mm tungsten tig electrode press fitted in the ends. i have found this to work well in the past with coil spot welders.
i will also try doing the welding in an argon gas bath, to reduce brittling of the tungsten tips from oxidation.
though i have used AC coil based spotwelders for copper, this is my first attempt at building a fet switched welder so id be keen to hear any advice from any experienced ES folks.
ill be posting more pics with updates as i build.
Cheers