Laser cutting thin metal sheet can be cheap and lots of places do it. - machine cost might typically be 30 an hour. Pretty standard for steel fabrication shops. Recommend you do a DXF for them to make their life easy (recommend "Fusion 360" free software)
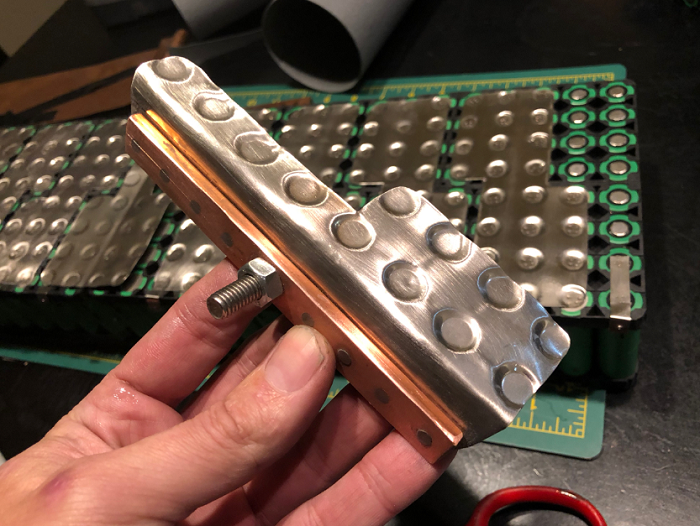
Copper to nickel - silly question but why not solder or braze the nickel to the copper - no super powered welding needed.
So, tongue in cheek, in theory:
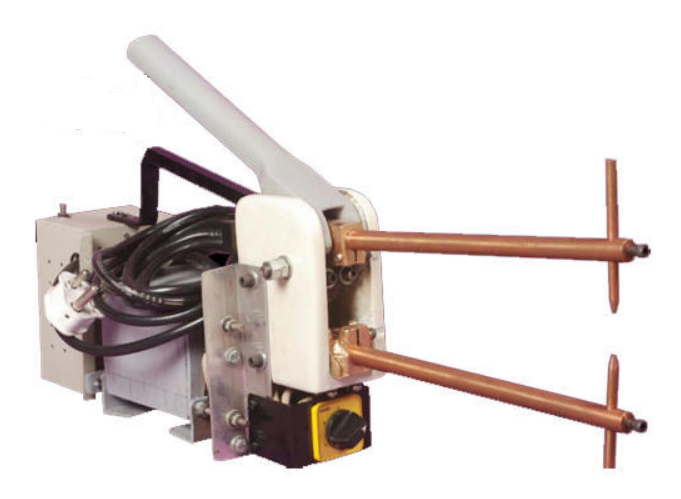
£20 cash - for laser cutting, £20 solder and blowtorch - nickel strip to copper, £20 ebay welder with bigger wires to weld to cells another £20 for couple of car batteries from scrap yard and £20 for a normal battery charger A bit redneck but should work and all for £/$100.
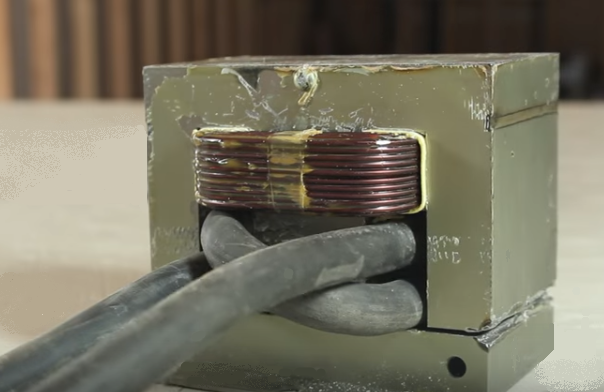
Battery vs other power - lead acid has no problem with short bursts of high current (lithium probably less tolerant) if you use 2000A for 20 mS every 10S then a bog standard battery charger with an average currant of 4A will do. Cheaper than ultracaps. Tricky to get ultracaps to do 2000A for a budget according to spec though they might work...
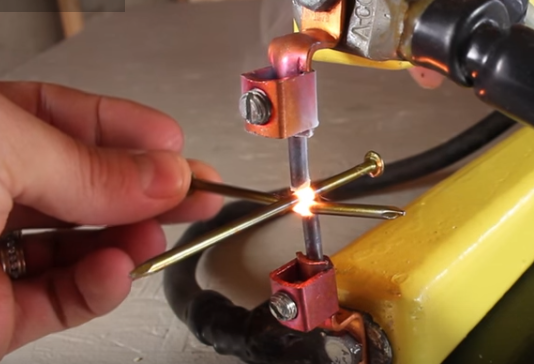
Hmmm - 68,000 welds - yeah, maybe some tungsten tips for those electrodes. Don't think you'll need to drop to 0.1 nickel with a K-weld though or need more than 1200A if 0.15 is all you're doing, I do 0.15 + pure nickel using a car battery that struggles to start my car & a slightly modified £20 welder - 10% of the cost of a K-weld but havent done thousands. Reckon I could get to 2000A with better batteries and 3000 with better cables, probes and a freewheeling diode. Not sure what the 2000A limiting factor is that you mention for the Kweld - the FETs look as though they'd take a lot more. Resistance in the whole system is the challenge for mine . If you double the capacity of the supply you don't get double the current unless you also halve the resistance of everything else in the circuit.
Ref overall resistance I'd recommend you do your resistors in parallel and series calcs for the whole circuit. A prototype - making a single pack and using a good resolution (10microvolt or better) meter with constant current supply through the circuit is pretty good for identifying areas of high resistance (set to 1A and 1 mV = 1v in 1000A use - scale as appropriate).
One test is worth a bunch of theory etc
Copper to nickel - silly question but why not solder or braze the nickel to the copper - no super powered welding needed.
So, tongue in cheek, in theory:
£20 cash - for laser cutting, £20 solder and blowtorch - nickel strip to copper, £20 ebay welder with bigger wires to weld to cells another £20 for couple of car batteries from scrap yard and £20 for a normal battery charger A bit redneck but should work and all for £/$100.
Battery vs other power - lead acid has no problem with short bursts of high current (lithium probably less tolerant) if you use 2000A for 20 mS every 10S then a bog standard battery charger with an average currant of 4A will do. Cheaper than ultracaps. Tricky to get ultracaps to do 2000A for a budget according to spec though they might work...
Hmmm - 68,000 welds - yeah, maybe some tungsten tips for those electrodes. Don't think you'll need to drop to 0.1 nickel with a K-weld though or need more than 1200A if 0.15 is all you're doing, I do 0.15 + pure nickel using a car battery that struggles to start my car & a slightly modified £20 welder - 10% of the cost of a K-weld but havent done thousands. Reckon I could get to 2000A with better batteries and 3000 with better cables, probes and a freewheeling diode. Not sure what the 2000A limiting factor is that you mention for the Kweld - the FETs look as though they'd take a lot more. Resistance in the whole system is the challenge for mine . If you double the capacity of the supply you don't get double the current unless you also halve the resistance of everything else in the circuit.
Ref overall resistance I'd recommend you do your resistors in parallel and series calcs for the whole circuit. A prototype - making a single pack and using a good resolution (10microvolt or better) meter with constant current supply through the circuit is pretty good for identifying areas of high resistance (set to 1A and 1 mV = 1v in 1000A use - scale as appropriate).
One test is worth a bunch of theory etc

")