For sandwich technique, Ni(Fe) + Cu + Cell cap, you'd use only Ni(Fe) "Nickel-plated steel.
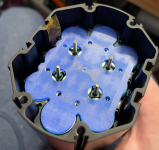
After I had problem with my kweld probe shorting on one pad of the during-assembly-pack and blew a TVS diode. Replaced it, but still not welding from 50J upto 180J. Asked Frank, he suspected some problems with internal resistance of the switching MosFet ? So he was kind enought to send me a new pcb. Replaced it and did some mods on my kWeld - it works again. Now I can achieve 1700-1800A (140J) on actual 0.15mm Ni(Fe) + 0.2mm Cu for the remaining (about 80%) of the pack of 20S3P. The pack is finished with welding just today. I use 2 parallel 12V30A cheap PSUs with 2 CC-CV programmable regulators that I supply 14A each simultaneously (through power diodes). It works fine except that one regulator is crappy with oftenly flickering display. I had to remove the box and clean internal connectors with contact cleaner spray several times already.
Spot welding pure copper requires at least 2,000A to start melting, better 3,000A and higher. Current kWeld cannot do that directly - without any mods or technique like sandwiching. Frank is woking on a higher version of kWeld, up to 4,500A. Should be dued next year.
Problems with spot-welding Cu is that it has very low R (loss as heat, hi R= hi heat) and conducts current too well that it is not heated up enough to directly weld it. According to Frank, we will need to dump very high current in the shortest time possible (Q). While Ni has about 4X higher R and requires less amp to create adequate heat and weld successfully - but still high. Luckily for sandwiching method, there is Ni(Fe), which is steel (5-6X higher resistance than copper) with microns of Ni plated only on its surface. When spot-welded this Ni(Fe) become very hot (much higer R) - enough to also melt copper next it. Also with the help of slot (or slit) on Cu and/or Ni(Fe) separating both probes from each other that will force majority of current to go even deeper through cell cap instead of just bypassing through Cu (low R) or Ni.
There are details of other mods / tricks I made with my kWeld, i.e : big cables, probes, bus bars, V set, fuse and etc. Each contributes to the success of this welding Ni(Fe) + Cu on its own. I will share the details I mod sometimes later. It will be lengthy though. Busy with so many things going on now.
Cautions : we are dealing with very higher current here with kWeld. Accident can happen. Be very careful. I now cover the pack with insulation and open only the pads that I am welding to prevent short that can damage kWeld permanently. That one single short cuase me a lot of headache and 6 weeks to get it back on track again.
I am grateful to Frank (Tatus1969) for his help and time and truely believe that he really stands by his product and reputation. Thank you, Frank. Actually, this post is to contribute to what I have learnt a lot form ES and all the generous guys here.
Also with special thanks to the people who discover sandwich-welding method and share it here. This technique enables us to use considerable lower current (with much less expensive welding machines) to successfully weld Cu.
View attachment 325541
View attachment 325542
View attachment 325543
** for some reasons, I cannot attach MP4 VDO clip for now. Otherwise, I can show my display and some of you guys can see what's with my system. Would anyone tell me how to do it, pls.




")