Hillhater
100 TW
No qualms over Rivet & adhesive as it has been the go to construction in the aircraft industry for many years !
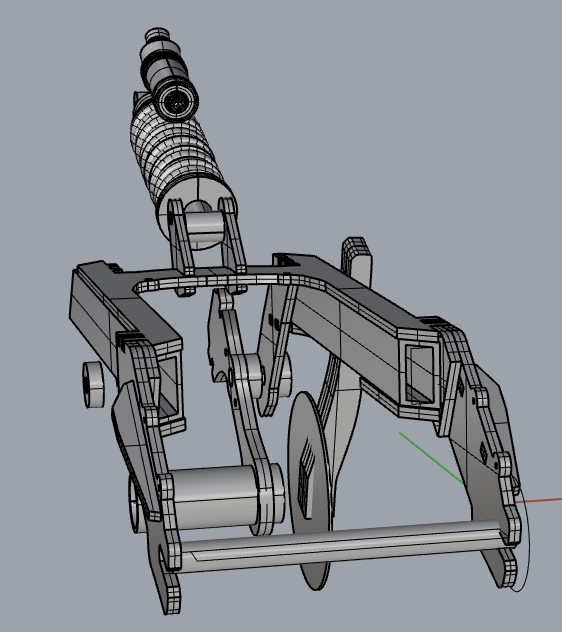
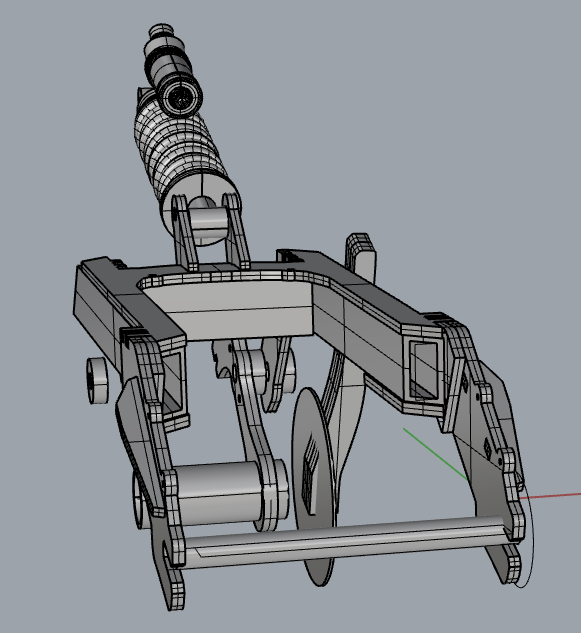
Rough, but WORLDS better. My frame is still pretty 'wobbly', hopefully it will go away once I'll bond everything with carbon (replacing some tubing with carbon along the way).
Does that include BOTH of the swingers? All parts for this plan cut and shipped, ?
I failed to see if you mentioned the actual stock, name, and .. the gauge. How thick is that aluminum, in those multiple colors?
Are you gonna fix swing arm #1?
Wow. 6kg frame.. Wow. How thin is that stuff? Is it hard to weld?
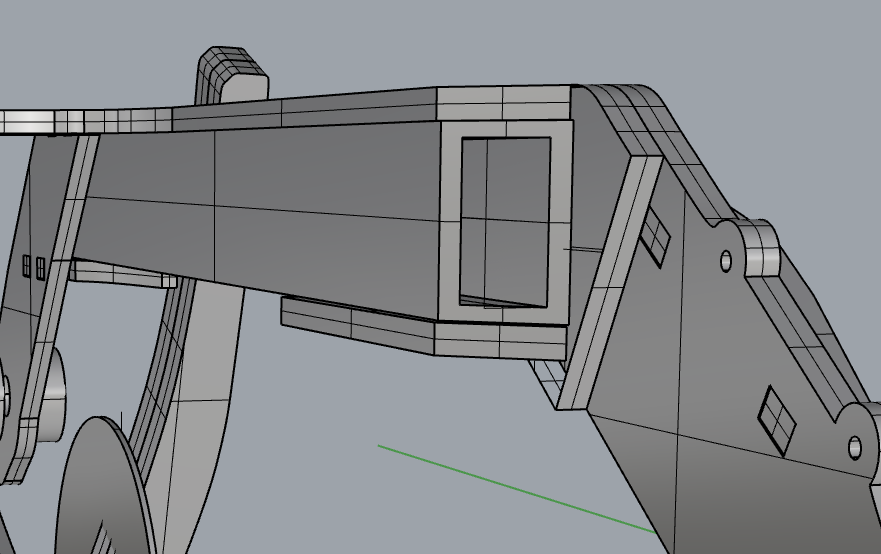
I looked the picture of your swing arm, it's normal it's not stiff, you should joint the two square tube with another tube, not a sheet plate. ( Where you fix the shock). It will lock the rotation