
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
18650 spot welding -how to- ULTIMATE REPOSITORY
- Thread starter Nobuo
- Start date
My application is multirotor drones, which means a constant base load with occasional spikes, always with ample cooling from the drone's movement through the air (the battery is 'externally' mounted) & with flights lasting probably 10-12 minutes max.
I would like to be able to pull 20A sustained per cell, with headroom to occasionally pulse to double that for <1s bursts. Essentially, I want to assemble these packs in such a way that I can actually exploit the higher discharge capability of the INR21700-30T, otherwise I'm wasting size/weight going with the 21700 & may as well have bought 18650 VTC6 instead (too late now, I already have the 21700).
The Sequre/Flipsky SW1 looks like it might be an option (once I finally found a YouTube review that wasn't blatantly sponsored by Sequre & in which the reviewer actually opened the unit up) if 0.2mm might be enough? I've seen tables posted on this forum that say 10x0.2mm is 'equivalent' to 15AWG, which from my anecdotal experience with multirotors seems like it should be sufficient - I would be using 14AWG for the discharge wires of the pack anyway & I have much higher spec'd LiPo packs with 14-16AWG discharge wires which I've never had problems with.
I would like to be able to pull 20A sustained per cell, with headroom to occasionally pulse to double that for <1s bursts. Essentially, I want to assemble these packs in such a way that I can actually exploit the higher discharge capability of the INR21700-30T, otherwise I'm wasting size/weight going with the 21700 & may as well have bought 18650 VTC6 instead (too late now, I already have the 21700).
The Sequre/Flipsky SW1 looks like it might be an option (once I finally found a YouTube review that wasn't blatantly sponsored by Sequre & in which the reviewer actually opened the unit up) if 0.2mm might be enough? I've seen tables posted on this forum that say 10x0.2mm is 'equivalent' to 15AWG, which from my anecdotal experience with multirotors seems like it should be sufficient - I would be using 14AWG for the discharge wires of the pack anyway & I have much higher spec'd LiPo packs with 14-16AWG discharge wires which I've never had problems with.
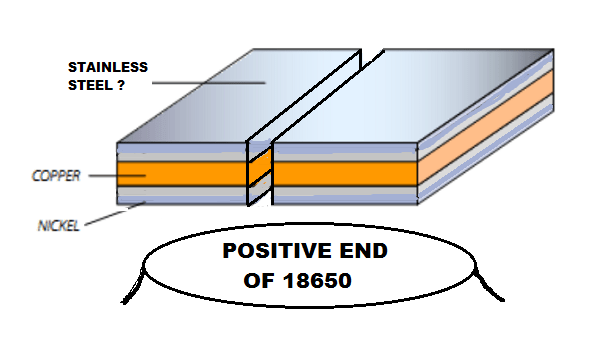
High current passes through the series connections, and that's where the copper needs to be. The parallel can be copper, but there is no benefit to using copper for parallel connections.
Have you tried the nickel/copper sandwich method for series? Have you tried the infinite slot method?
Have you tried the nickel/copper sandwich method for series? Have you tried the infinite slot method?
Hummina Shadeeba
1 MW
You can get nickel in different widths, so .2x15 or something wider than typical .2x8 or around that. Or u can just stack thinner .15mm stuff and there’s no need to be able to weld thick stuff really
Well the mashwb_qb welder I currently have can't handle more than 0.1mm pure nickel & can't handle stacking strips at all, so I will need a new welder regardless. I suppose the sensible thing to do would be to try 0.2x15 for a single series set & then hook it up to a dummy load while training my IR thermometer on it.
Hi all,
I was wondering if there's any reason I should not weld a 2P battery pack in an "X" configuration, to avoid layering nickel strips and to reduce the amount of welds.
I made a separate post here about it with more detail, but it has only gotten one response so I hoped I might get a bit more feedback here.
Thanks! (and sorry for asking twice)
I was wondering if there's any reason I should not weld a 2P battery pack in an "X" configuration, to avoid layering nickel strips and to reduce the amount of welds.
I made a separate post here about it with more detail, but it has only gotten one response so I hoped I might get a bit more feedback here.
Thanks! (and sorry for asking twice)
flippy
1 MW
- Joined
- Aug 12, 2015
- Messages
- 2,351
cellmate said:Hi all,
I was wondering if there's any reason I should not weld a 2P battery pack in an "X" configuration, to avoid layering nickel strips and to reduce the amount of welds.
I made a separate post here about it with more detail, but it has only gotten one response so I hoped I might get a bit more feedback here.
Thanks! (and sorry for asking twice)
first you make the series strips and then you can put a parralel strip somewhere. does not matter as the P strip is just to keep the cells balanced. so that goes on last. the series strips carry the current so that is your main focus. that strip goes on first and is properly welded with at least 3 welds, 4 if you can fit it.
so basically welding a U pattern is plenty. there is no reason to have more then 1 P strip or even doing an X for that matter.
Hummina Shadeeba
1 MW
it saves times and nickel. seems a good idea but never see people doing it.
flippy
1 MW
- Joined
- Aug 12, 2015
- Messages
- 2,351
Hummina Shadeeba said:it saves times and nickel. seems a good idea but never see people doing it.
people are stupid. more is not better. its like gluing 2 bank cards togther and thinking you can pay twice as fast. :lol:
Interesting comment!flippy said:people are stupid. more is not better. its like gluing 2 bank cards togther and thinking you can pay twice as fast. :lol:
I've had reasonable success stacking/layering 0.15 nickel. I regularly do 4 layers x 7 series rows for 100-120A discharge packs and they hold up fine and don't get hot.
I understand layering is not the same as a single bus bar or thicker nickel, but with enough layers surely it can compensate for the less than ideal path?
What I mean is....if 0.15x7mm standard nickel is capable of ~7A...2 layers is not 14A...probably more like 10. 3 layers might be 15A...with 4 being ~20A maybe. Either way...I generally way over-compensate when building packs this way and to-date have never had an issue layering nickel with over 15 packs built and sold to my customers, so I would love to hear why this might be an issue!
Cheers
flippy
1 MW
- Joined
- Aug 12, 2015
- Messages
- 2,351
Cowardlyduck said:Interesting comment! I've had reasonable success stacking/layering 0.15 nickel. I regularly do 4 layers x 7 series rows for 100-120A discharge packs and they hold up fine and don't get hot. I understand layering is not the same as a single bus bar or thicker nickel, but with enough layers surely it can compensate for the less than ideal path? What I mean is....if 0.15x7mm standard nickel is capable of ~7A...2 layers is not 14A...probably more like 10. 3 layers might be 15A...with 4 being ~20A maybe. Either way...I generally way over-compensate when building packs this way and to-date have never had an issue layering nickel with over 15 packs built and sold to my customers, so I would love to hear why this might be an issue!flippy said:people are stupid. more is not better. its like gluing 2 bank cards togther and thinking you can pay twice as fast. :lol:
the current has to pass tru the first welds into the first strip, then into the welds on top of those and onto the strip you tacked on top. i am sure it increases current capacity but the bottom strip still bears the brunt. and that one is still touching the foil insulation that separates the positive strip and the negative edge of the cell. so any plastic melting level of heat will melt the plastic and frock your battery up once you burn out the foil due to a false sense you created that the strips can carry the current.
for this EXACT reason you should NOT do the parralel connections first and the series on top of those. you are foorcing hte current across multiple weld layers. so ANY inperfections in any weld will cause resistance, heat and possible breakage when there is aboslutly no reason to. its like putting on your pants before you put on your underwear.
Oh I see what you mean...I was only talking about layering for series. Yeah, totally agree about leaving parallel to last and I definitely do that for the same reasons.
Not sure I agree about your theory for the current flow on layered nickel though. Sure, the welds hold the nickel onto the cell...that's the point, but they are not the only point touching it...same goes for every layer on top...they are not just touching at the welds, so the current can flow through all area's the nickel is touching either the cell or other layered strips. This is why I think it works.
Also, I use insulating cell top stickers on the positive side, like everyone should...so no plastic melting heat risk for me thanks.")
Again, I over-engineer these things for exactly these reasons, and to date not a single failure with over 15 packs built like this so I think the results speak for themselves. Also consider...all my packs are in Australia...not the coolest place in the world, so if heat were an issue I would have found it.
Cheers
Not sure I agree about your theory for the current flow on layered nickel though. Sure, the welds hold the nickel onto the cell...that's the point, but they are not the only point touching it...same goes for every layer on top...they are not just touching at the welds, so the current can flow through all area's the nickel is touching either the cell or other layered strips. This is why I think it works.
Also, I use insulating cell top stickers on the positive side, like everyone should...so no plastic melting heat risk for me thanks.
Again, I over-engineer these things for exactly these reasons, and to date not a single failure with over 15 packs built like this so I think the results speak for themselves. Also consider...all my packs are in Australia...not the coolest place in the world, so if heat were an issue I would have found it.
Cheers
Right, I've now got my Sequre SQ-SW1 welder & a 5.5Ah 3S2P 140C LiPo to power it, along with 0.1, 0.2 & 0.3mm pure nickel strips. What can I use to practice/experiment welding the strip onto before starting on 'live' cells? Presumably I want a scrap of steel, but do I have to worry about its thickness if I want it to roughly emulate what it will be like on the cells?
Hummina Shadeeba
1 MW
U should practice on a cell as different cell models can have different thicknesses. The A123 for example need like 3x more joules to weld the positive side. It doesn’t take many welds to figure what settings are good, although the idea of what is adequate adhesion to be considered fully welded isn’t clear. If u rip off the nickel and it leaves bits its good enough in my mind. You can file down the burs that are left to practice again
Okay I've been doing some practice & beginning to get a feel for the settings.
One issue I'm finding is that when I pull the nickel strip off to check the welds, sometimes it will only rip a hole at one point, not both. What might be causing this? How mindful should I be for how sharp/clean the tips of the of the electrodes are?
One issue I'm finding is that when I pull the nickel strip off to check the welds, sometimes it will only rip a hole at one point, not both. What might be causing this? How mindful should I be for how sharp/clean the tips of the of the electrodes are?
The welding uses DC current, and the point of weld is a significant resistor. This means there is more energy going out of one probe and less energy coming back through the other one.
Once you have Identified the hottest probe, consider putting the hot probe on top of the point you want welded, and the other probe somewhere nearby on the bare cell-end to complete the circuit.. This would require twice as many welder cycles per cell, but the results would be more consistent from one weld to the next.
You could also use a connector system on the welder that allows the probe cables to be swapped/reversed every ten welds or so.. This would allow the probe tips to wear away more evenly, instead of one probe-tip decaying fast, and the other lasting much longer.
Doing that might allow some properly sharpened tips to last an entire pack build, instead of needing to stop halfway, and swap to a fresh pair of tips.
Once you have Identified the hottest probe, consider putting the hot probe on top of the point you want welded, and the other probe somewhere nearby on the bare cell-end to complete the circuit.. This would require twice as many welder cycles per cell, but the results would be more consistent from one weld to the next.
You could also use a connector system on the welder that allows the probe cables to be swapped/reversed every ten welds or so.. This would allow the probe tips to wear away more evenly, instead of one probe-tip decaying fast, and the other lasting much longer.
Doing that might allow some properly sharpened tips to last an entire pack build, instead of needing to stop halfway, and swap to a fresh pair of tips.
That explanation makes perfect sense, thanks.
On the topic of the probes wearing, I suspect I'm either doing something wrong or my probes are of particularly low quality because they seem to be wearing far faster than I assumed they would do. I figured a quick video showing exactly what's happening would be easier than me trying to describe it, so here you go.
This is 0.2mm pure nickel on a INR18650-30Q that I'm just using for practice. The welder is set to 40ms with a 20% preheat (the Sequre 100% rips off the functionality from the Malectrics from what I've read). The battery is a Turnigy 5500mAh 140C 3S2P pack.
Any tips etc. welcome!
[youtube]jLx-BYhHOJ4[/youtube]
On the topic of the probes wearing, I suspect I'm either doing something wrong or my probes are of particularly low quality because they seem to be wearing far faster than I assumed they would do. I figured a quick video showing exactly what's happening would be easier than me trying to describe it, so here you go.
This is 0.2mm pure nickel on a INR18650-30Q that I'm just using for practice. The welder is set to 40ms with a 20% preheat (the Sequre 100% rips off the functionality from the Malectrics from what I've read). The battery is a Turnigy 5500mAh 140C 3S2P pack.
Any tips etc. welcome!
[youtube]jLx-BYhHOJ4[/youtube]
Looks pretty normal to me, but you don't need that much. Try turning it down to 35 or 30ms.
Also, by comparison, my probes don't wear so fast, but they are far thicker...I reckon your probes are quite thin and that's contributing.
Cheers
Also, by comparison, my probes don't wear so fast, but they are far thicker...I reckon your probes are quite thin and that's contributing.
Cheers
Yep!cjdavies said:...can I just buy generic copper rod in the correct diameter then sharpen with a file?
I use a steel pencil sharpener and throw the rod in my drill. If your careful you might be able to sharpen 3 or 4 rods before destroying the sharpener...I suggest buying a pack of 5.
Cheers
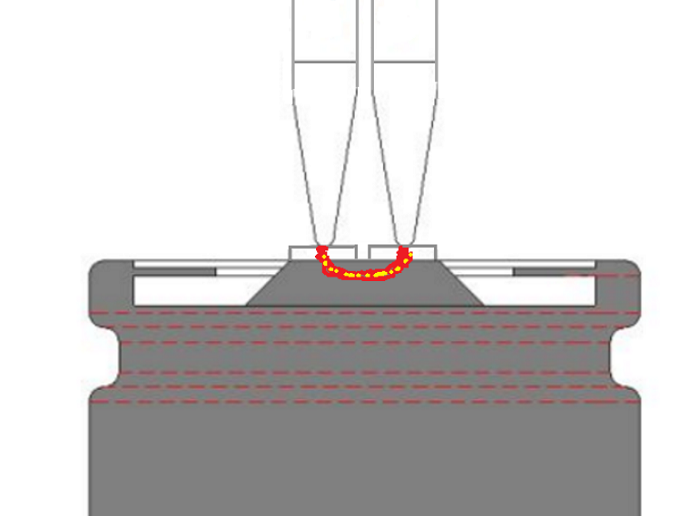
I believe your settings are high enough that they are melting the tips. I am certain much of your current is flowing through the bus strip from one probe to the other, and when doing that, you have to get the nickel hot enough to melt enough that the hot nickel melts onto the cell tip.
I believe that if you would use a long slot down the center of the bus, it will force the current to travel down into the cell cap as the shortest path from one probe tip to the other. Doing that should provide a better bond at a lower setting, which will help the probe tips to run "less hot".
Try welding two pieces of nickel, with a probe tip on each, and an air gap between them.
I believe that if you would use a long slot down the center of the bus, it will force the current to travel down into the cell cap as the shortest path from one probe tip to the other. Doing that should provide a better bond at a lower setting, which will help the probe tips to run "less hot".
Try welding two pieces of nickel, with a probe tip on each, and an air gap between them.
Okay, using two separate air-gapped pieces of nickel makes a huge difference. The tips don't stick, seem to leave far less material behind & the negative welds are now up to par with the positive, even at a slightly lower duration.
Now the question is, does anybody know a reliable source for slotted 0.2mm strip or belt? The seller I bought this regular 0.2mm strip from has 0.15mm belt with spacing for 18650, but I want 0.2mm with spacing for 21700. Failing that I suppose I can just cut what I already have lengthways & try to align it?
[youtube]08yaTVe_1o8[/youtube]
Now the question is, does anybody know a reliable source for slotted 0.2mm strip or belt? The seller I bought this regular 0.2mm strip from has 0.15mm belt with spacing for 18650, but I want 0.2mm with spacing for 21700. Failing that I suppose I can just cut what I already have lengthways & try to align it?
[youtube]08yaTVe_1o8[/youtube]
You can cut a short slot with a Dremel and abrasive disc, or...you can slice the entire bus with "tin snips" which are scissors for sheet metal.
That would be called "infinite slot"
That would be called "infinite slot"
want to build
100 W
- Joined
- May 18, 2018
- Messages
- 291
hi is want to learn how to spot weld 2 layer pure nickel 0.15 on top of each other for my battery. possibly will be using kweld.
is this topic covering everything i need to know before doing my first test without danger? if not could someone point me wich thread would be better covering 2layer nickel spot welding ? thx
is this topic covering everything i need to know before doing my first test without danger? if not could someone point me wich thread would be better covering 2layer nickel spot welding ? thx
Similar threads
- Replies
- 3
- Views
- 1,394
- Replies
- 0
- Views
- 500
- Replies
- 3
- Views
- 577
- Replies
- 7
- Views
- 1,023