FWIW- I have not built any packs from A123 cells. I have however just recently completed building 6 packs of 6each 16AH Dow Kokam Lipo cells which is pretty much the same challenge as building packs from the A123 cells. I built the packs in about a week before the Grange race last Saturday. I have generally gotten good feedback on the construction style and so far it has been working very well.
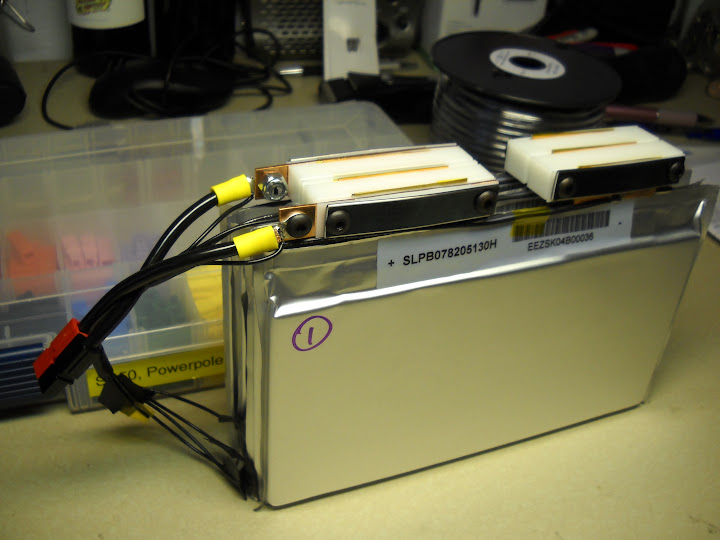
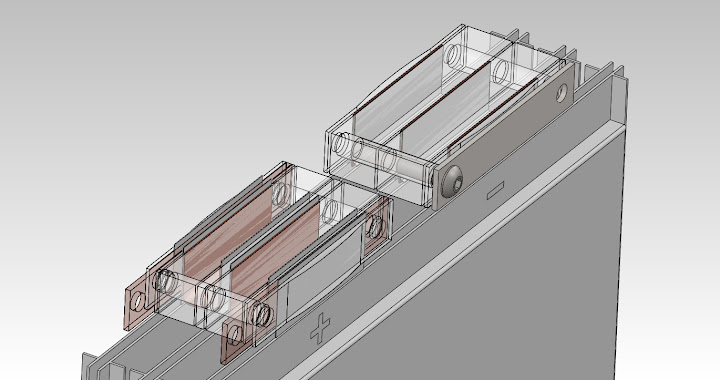
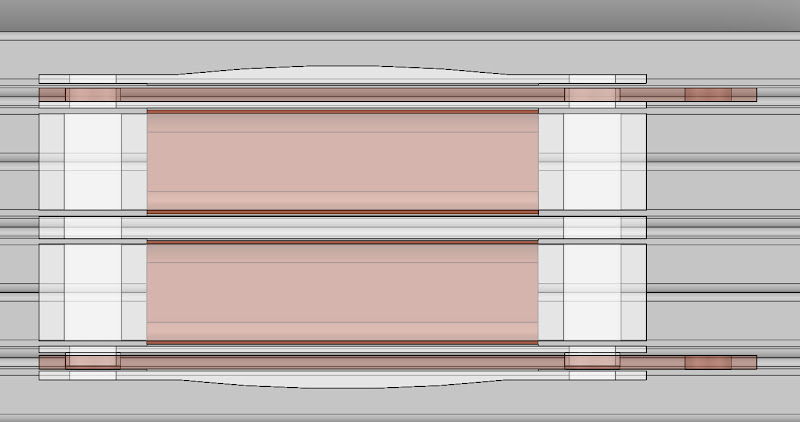
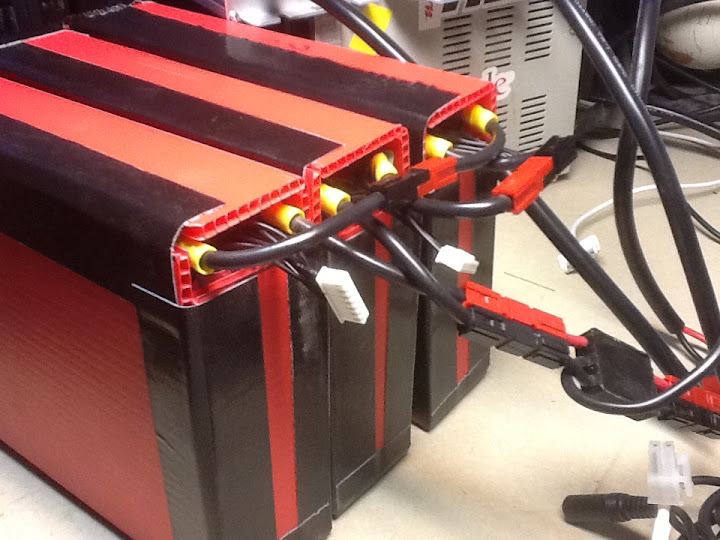
I am using clamping spacer blocks. The blocks were CNC machined out of HDPE on a vacuum chuck in a VMC. HDPE is not the optimal material, I believe- I was hoping to use polycarbonate or acrylic which are harder and less ductile/creepy... but I was short of time and HDPE is really quick and easy to work with (no coolant required while machining, fast to machine because it's so soft). As well in this completely compressive-strength application I don't expect creep to be a big issue. The clamping screws are #10-32, threaded into fully threaded round standoffs (.250 OD) Button head screws were used for lower profile. The "load spreaders" on the outside are strips of 1/2 inch wide, .062 thick spring steel, cut with an abrasive saw and drilled using cobalt bits- each bit only good for ~15-20 holes. Spring steel is hard! The screws are loc-tited into the standoffs- one side with red, the other with blue (overkill? maybe) and the spring steel should help distribute the force over the tab, as well as keep it tight like a belville washer would. Just under the steel spreader is a plastic piece with that is thicker in the middle of the tab and thinner toward the edges in a radius (surfaced on the CNC mill).
The tabs are about .008 thick. I picked .016 copper sheet to make balance tap points (for the series connections where the tabs directly lap) and pieces bent into U-channel shape for the series connections where the tabs are further apart. I built a small bending jig out of aluminum for use on the arbor press to bend the copper into the U shape with the right spacing and shape. Basically just a block with a groove and chamfered edges, and a mating piece that fit down into the groove with a bit of clearance on each side for the thickness of the copper, with rounded edges. Just place the copper on the bottom piece with the groove and press the top piece into the groove, folded the copper up perfectly.
The cells are taped together with Scotch double sided 109 "wallsaver poster tape" which is reasonably thin and has a relatively low level of adhesion, plenty of shear strength to keep the cells from sliding but should be easier to unpeel if need be. I used two strips the full length of the long side of the cell between each pair of cells.
The key in assembling these packs was liberal use of Kapton tape- it's super thin (~.002) so you don't have to worry about perfect wrinkle-free or even coverage and it allowed me to build the stack of cells one at a time, taping the copper pieces and tabs together without worrying too much about shorting because everything already built is covered in Kapton tape- then afterwards slide the clamping blocks over the top and tighten them. As well I wrapped the standoffs that travel through the stack with Kapton tape to reduce the chance of the block shifting to the side and shorting down the stack during assembly- it's thin enough that a wrap around the standoff still allowed the standoff to go through the .010 clearnance holes in the blocks. Even with the insulation on the tabs and standoffs assembling these packs is a stressful experience that requires a lot of concentration--- there's no way to "switch them off"... they are always "live"! I used a crapton of Kapton tape... Or since it came from sketchy Dealextreme, maybe it was actually in fact Krapton tape...
I was very happy with the outcome of the clamped blocks- mechanically coupling all the tabs together into the blocks keeps the assembly very stiff- it is virtually impossible to move the clamped blocks with respect to the cells- this is good because I would not want to have the tabs being bent and unbent in normal operation- it would be bad to stress fracture the tabs and end up with a high resistance spot! I feel reasonably confident just given the feel of the clamped blocks that this won't be an issue.
Finally I placed a couple strips of gaffer tape over the clamping blocks to give the exposed Kapton taped bits a little extra abrasion resistance and put the packs in boxes made of Corplast and put together with Gorilla tape. Balance wires were terminated with JST XHs (the devil... did this job in the passenger seat while driving down to the race...) and main positive and negative with ring terminals, #10 screws and nylocs, 10GA wire and PP-45s. For mounting on the bike I took some .055 aluminum plate and bent it on the box and pan brake to form a "4 sided" box- box with back, sides and bottom, no front or top. These boxes were screwed and pop riveted to the bike frames, then a bit of nylon webbing and quick-clippy bits to strap the packs in. Worked great, even crashing the bike a few times nothing has come loose.
So, I don't believe this approach is perfect, and obviously it's pretty labor intensive! But hey- at the end it's completely un-buildable to allow the cells to be built again in a different way if that is required later on. The only permanent change to the cells was trimming the tabs to .625 long- which I figure I will not need it to be any longer than that for any of the other termination approaches I considered as well!
I'm sorry, I know this is a dense wall of text and not completely clear. I'll post a few photos here and you can peruse the rest in the album on Picasaweb
https://picasaweb.google.com/106371422363746314682/DK16AHBuild#

.jpg")
.jpg")
.jpg")

")