maarten_almighty
100 mW
- Joined
- Jan 10, 2020
- Messages
- 47
I'm trying to build a spot welder for spot welding 18650 battery packs but I can't get it to work (very weak welds). The goal is to be able to weld 0.3mm thickness steel strip (nickel plated steel strip, width=15mm) to the 18650 cells.
for welding 0.15mm thick steel strip there is enough power (even too much power sometimes) but as soon as i try with the thicker 0.3mm strip it appears as if the welder doesn't do much at all (spots can be seen where the welding pins touched but no indentations under the pins (which is normal when spot welding) and a very weak weld (the 'welded' strip can be pulled off by hand very easily). For the 0.3mm thickness however I cannot get it to work (it lacks power).
I initially (before removing the thick original insulation that was present on the wire) had 6 or 7 windings on the transformer, with this setup I could quite easily weld the 0,15mm thickness steel strip and without limiting the power (using the spot welding controller PCB) I could burn holes through the strip/battery. However this setup was definitely not powerful enough to weld 0.3mm thickness strip (as I found out when I tested it) so I decided the best thing to do was increase the voltage by increasing the number of windings, unfortunately currently with 10 (secondary) windings it still doesn't have nearly enough power to properly weld the 0.3 thickness strip.
I don't know what the issue is/what is limiting the power
-----------------------------------------------------------------------------------
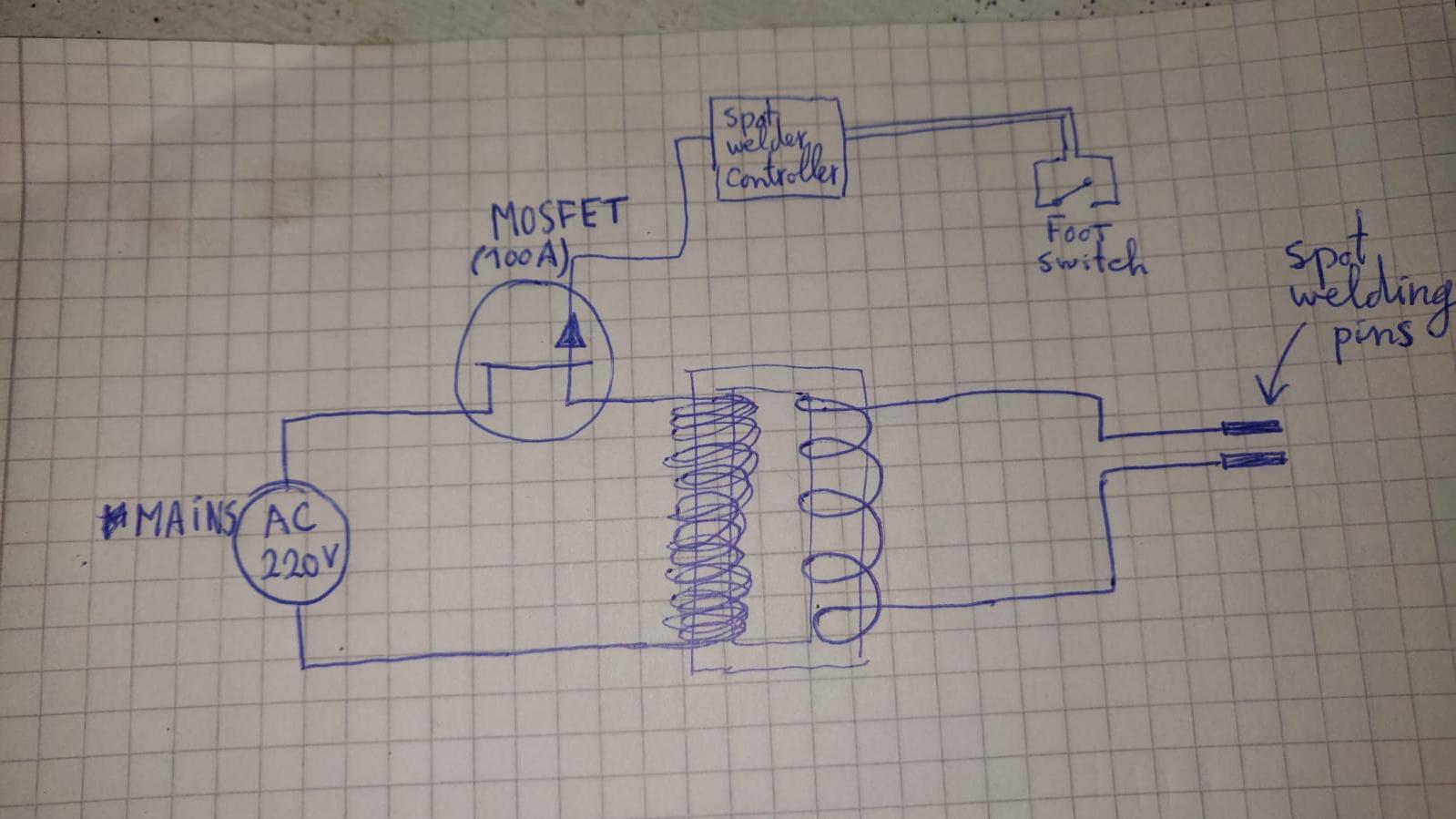
Schematic:
spot welder photos:
Some specs of the spot welder:
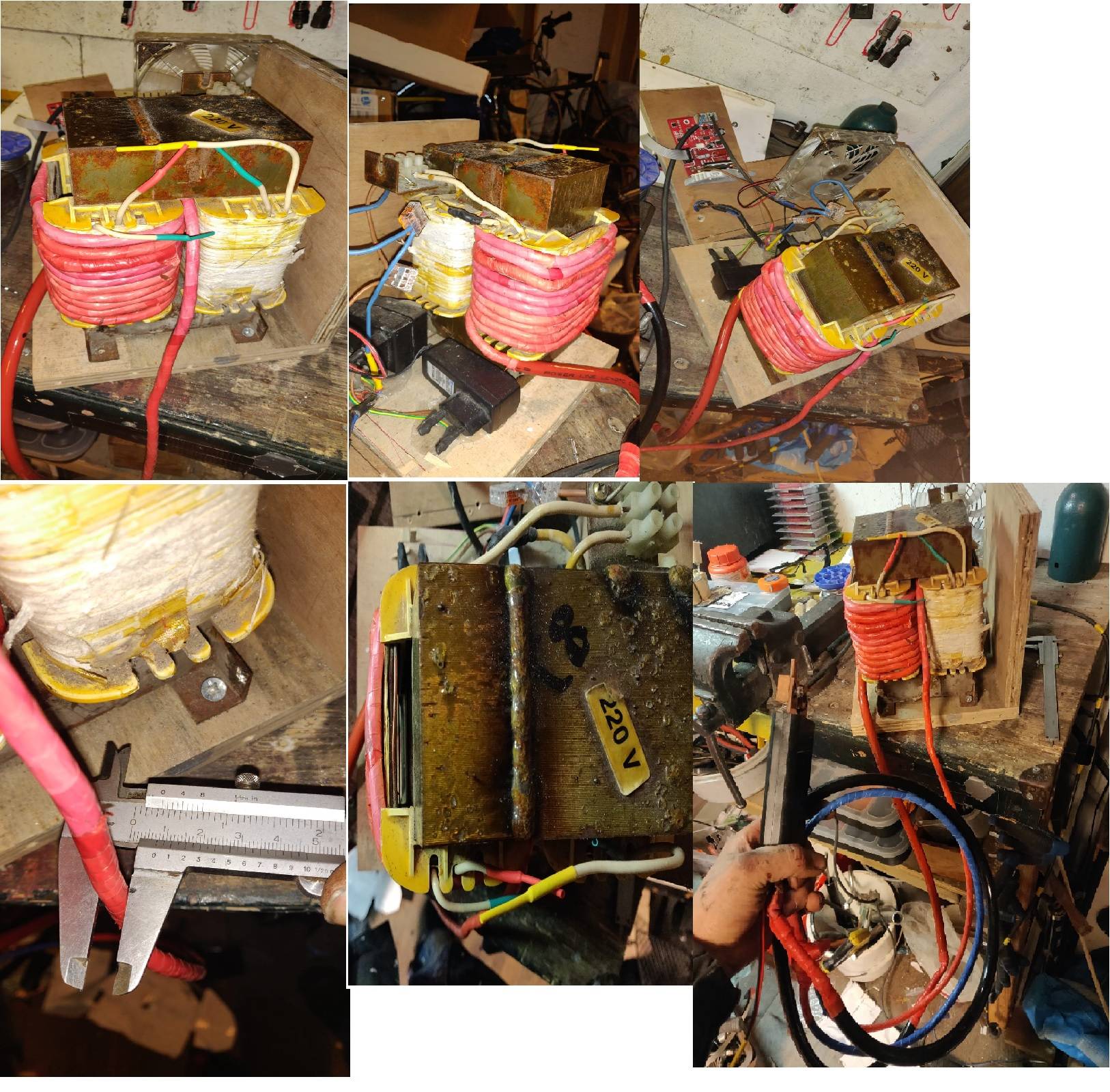
- Wire used: 35mm2 pure copper wire (insulated with 2 layers of 3M electrical tape *)
- input voltage: 220v
- Wire length (from transformer to welding pins), approx 120cm (120cm on both sides, please see photos)
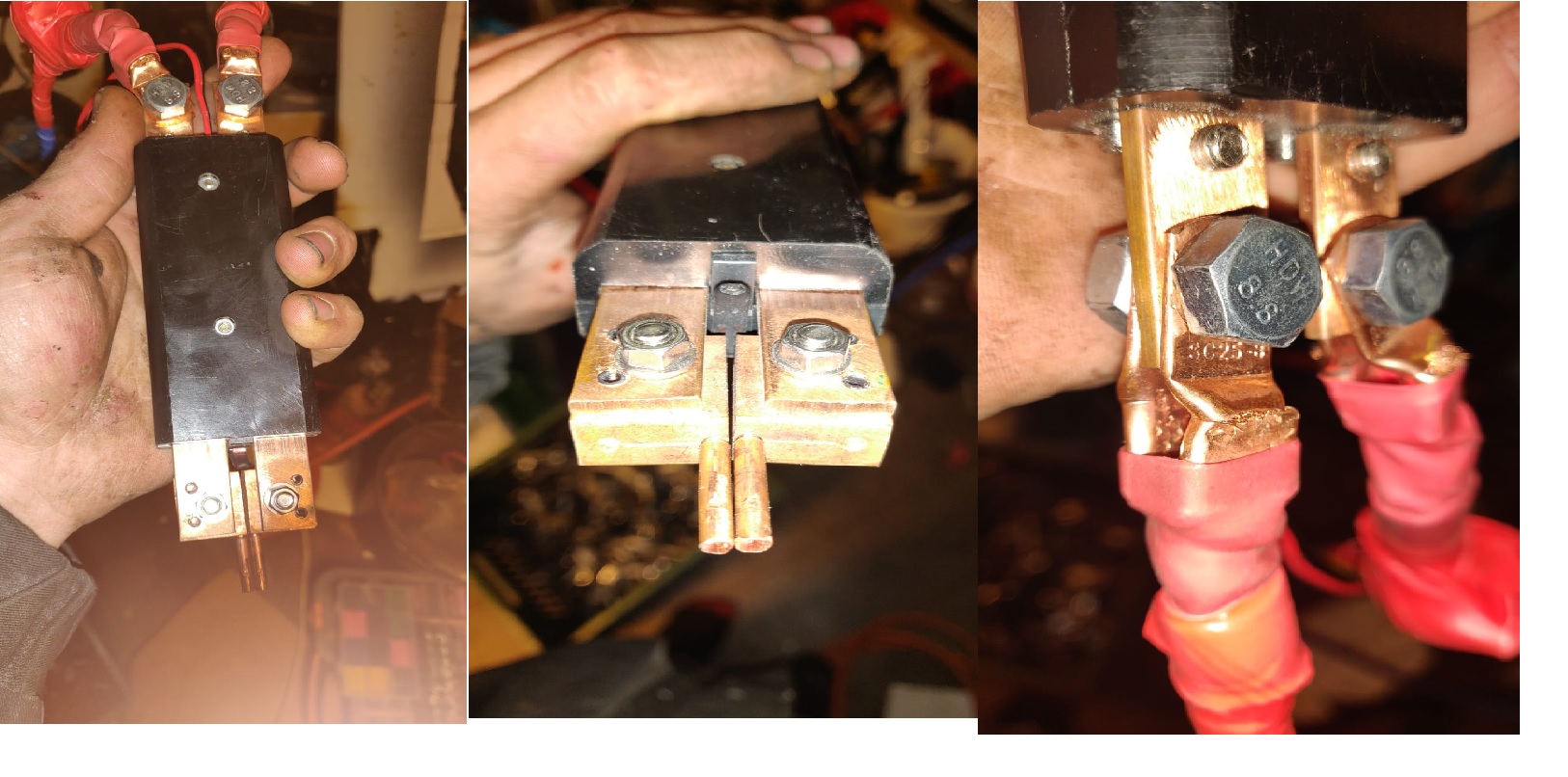
- welding pins: pure copper, approx 4mm diameter, spring loaded (to ensure better contact with material to be welded)
- control method: foot switch; current settings: 1 pulse, pulse duration: 20ms, current limited by spot welding PCB: no (at least that is what the settings/display on the spot welding PCB suggests since I have the 'power' all the way turned up).
- Transformer: An old welding transformer, weight approx 20kg (guess), core dimensions: 19,5 x 12,5 x 8 cm, approx 4kw max power I think (not quite sure if that is true), size of hole in core: approx 4x10,5cm
- controller: "spot welding controller", 2 pulses can be set with a pause in between, minimum pulse time duration = 20 milliseconds, triac used (for switching high voltage 220v side): type= KLC BTA100-800B A18230, rated for 100Amps (but it came with the spot weld controller PCB which was ordered from Aliexpress so the actual rating might be a lot lower). The triac switches the 220 volt side so if it indeed can handle 100Amps it shouldn't limit the power I think, even with 10 windings, but as a fore mentioned the actual rating might be a lot lower
- Volts per winding (secondary windings) = approx 1 volt per winding, so current output voltage with 10 windings is approx 10 volt (unloaded),I'm not sure how much the voltage sags/drops when under load but I'll try to measure that soon
*I replaced the original insulation with thinner insulation to be able to wind more windings on the transformer (I ran out of space for extra windings).
Connections:
- The ends of the wire (secondary winding wire) have copper eyelets crimped to the ends, the eyelets are bolted onto the spot welding handle (with a lot of torque (the hardest I could tighten them with 2 wrenches of approx 25cm (without any extra leverage)).
- The copper pins are clamped into the end of the spot welding handle using two clamping bolts
What I think might be possible issues:
- wire too thin (secondary wire)?
- wires going from transformer to spot welding handle too long?
- transformer too small? (not able to deliver enough power)
- triac on spot welding controller has too high on-resistance (R<sub>ds(on)</sub>)
- the spot welding pins might have too much surface area where they touch the battery/strip when welding. You need a relatively small surface area since the weld will then be smaller, which required less energy in order to heat up the material where to battery/strip touch in order to create a weld (if i understand correctly). The smaller the contact area the bigger the resistance at that point which means more heat will be generated as a result of the current flow which means a stronger weld (more heat--> stronger weld). However I tried to test this theory by welding with the spot welding pins at an angle relative to the battery/strip (such that only the 2 edges of the pins were touching the strip, even with this dramatic decrease in surface area the welding performance was barely any better ('welded' strip could still be easily pulled off by hand).
Electrical installation issues:
With the initial 6 or 7 windings whenever I activated the triac aka whenever there was power going to the transformer (even when the outgoing side of the transformer was unloaded aka spot welding pins were not connected to anything) I tripped the circuit breaker (due to high startup current of the transformer), so I then bypassed the circuit breaker. Which solved the issue for the 6-7 winding (secondary) version. After rewinding with the current 10 windings there were no issues when sending power to the transformer when output side was unloaded but when I tried actually making a spot weld with it as soon as I pressed the button my fuse was destroyed (16Amp, slow type (sand cooled) fuse), which looks like this:

I bought some 25 Amp fuses (also the slow (sand cooled) type) yesterday and installed them, they do not get destroyed when trying to weld (but the spot welder is still lacking power..I think) even though it managed to destroy the 16A (slow) fuse.
I'm not sure how many more windings I can add to the transformer before the 25Amp fuse also gets destroyed when trying to make a weld.. My building's main fuses are only 35Amp and I can't easily replace them (rental house) so I can't really safely install bigger (more amp) fuses than the 25 amp ones I currently have.. Theoretically there should be enough space in the transformer to add another 10 windings (with the same 35mm2 wire thickness) but I think the 25A fuse will get destroyed for sure when I get to 20 windings..
Questions:
- what might be causing the lack of power? is it anything I mentioned in the list above?
- what tests could I perform to get a better idea of what could be wrong?
- what improvements could i try to make in order to resolve the lack of power?
- is there a good way to test if the spot weld controller PCB is causing the issues? (I could perhaps get a "non-chinese" 100Amp (or similar) triac/mosfet (with relatively low RDS-on) and control it using Arduino as an alternative to using the a fore mentioned spot welding controller ).
- what output voltage (secondary side) should I be aiming for?
- are any of my assumptions wrong?
- assuming a welding (or similar) transformer is not a good option to build a spot welder with such power, what are alternatives that might be better? (for example I've seen people use a big car battery with a starter relay wired to a simple push button (momentary switch) in order to spot weld the same (18650) batteries, however the time is difficult to control using this method since (mechanical) relays are relatively slow and I don't think I'll be able to get <20ms on time using a starter relay for example so it might not be the best alternative). I might be able to use a solid state relay instead as an alternative? Any other alternatives would also be greatly appreciated if you have one in mind!
Thank you very much for any suggestions/input! it is greatly appreciated
for welding 0.15mm thick steel strip there is enough power (even too much power sometimes) but as soon as i try with the thicker 0.3mm strip it appears as if the welder doesn't do much at all (spots can be seen where the welding pins touched but no indentations under the pins (which is normal when spot welding) and a very weak weld (the 'welded' strip can be pulled off by hand very easily). For the 0.3mm thickness however I cannot get it to work (it lacks power).
I initially (before removing the thick original insulation that was present on the wire) had 6 or 7 windings on the transformer, with this setup I could quite easily weld the 0,15mm thickness steel strip and without limiting the power (using the spot welding controller PCB) I could burn holes through the strip/battery. However this setup was definitely not powerful enough to weld 0.3mm thickness strip (as I found out when I tested it) so I decided the best thing to do was increase the voltage by increasing the number of windings, unfortunately currently with 10 (secondary) windings it still doesn't have nearly enough power to properly weld the 0.3 thickness strip.
I don't know what the issue is/what is limiting the power
-----------------------------------------------------------------------------------
Schematic:
spot welder photos:
Some specs of the spot welder:
- Wire used: 35mm2 pure copper wire (insulated with 2 layers of 3M electrical tape *)
- input voltage: 220v
- Wire length (from transformer to welding pins), approx 120cm (120cm on both sides, please see photos)
- welding pins: pure copper, approx 4mm diameter, spring loaded (to ensure better contact with material to be welded)
- control method: foot switch; current settings: 1 pulse, pulse duration: 20ms, current limited by spot welding PCB: no (at least that is what the settings/display on the spot welding PCB suggests since I have the 'power' all the way turned up).
- Transformer: An old welding transformer, weight approx 20kg (guess), core dimensions: 19,5 x 12,5 x 8 cm, approx 4kw max power I think (not quite sure if that is true), size of hole in core: approx 4x10,5cm
- controller: "spot welding controller", 2 pulses can be set with a pause in between, minimum pulse time duration = 20 milliseconds, triac used (for switching high voltage 220v side): type= KLC BTA100-800B A18230, rated for 100Amps (but it came with the spot weld controller PCB which was ordered from Aliexpress so the actual rating might be a lot lower). The triac switches the 220 volt side so if it indeed can handle 100Amps it shouldn't limit the power I think, even with 10 windings, but as a fore mentioned the actual rating might be a lot lower
- Volts per winding (secondary windings) = approx 1 volt per winding, so current output voltage with 10 windings is approx 10 volt (unloaded),I'm not sure how much the voltage sags/drops when under load but I'll try to measure that soon
*I replaced the original insulation with thinner insulation to be able to wind more windings on the transformer (I ran out of space for extra windings).
Connections:
- The ends of the wire (secondary winding wire) have copper eyelets crimped to the ends, the eyelets are bolted onto the spot welding handle (with a lot of torque (the hardest I could tighten them with 2 wrenches of approx 25cm (without any extra leverage)).
- The copper pins are clamped into the end of the spot welding handle using two clamping bolts
What I think might be possible issues:
- wire too thin (secondary wire)?
- wires going from transformer to spot welding handle too long?
- transformer too small? (not able to deliver enough power)
- triac on spot welding controller has too high on-resistance (R<sub>ds(on)</sub>)
- the spot welding pins might have too much surface area where they touch the battery/strip when welding. You need a relatively small surface area since the weld will then be smaller, which required less energy in order to heat up the material where to battery/strip touch in order to create a weld (if i understand correctly). The smaller the contact area the bigger the resistance at that point which means more heat will be generated as a result of the current flow which means a stronger weld (more heat--> stronger weld). However I tried to test this theory by welding with the spot welding pins at an angle relative to the battery/strip (such that only the 2 edges of the pins were touching the strip, even with this dramatic decrease in surface area the welding performance was barely any better ('welded' strip could still be easily pulled off by hand).
Electrical installation issues:
With the initial 6 or 7 windings whenever I activated the triac aka whenever there was power going to the transformer (even when the outgoing side of the transformer was unloaded aka spot welding pins were not connected to anything) I tripped the circuit breaker (due to high startup current of the transformer), so I then bypassed the circuit breaker. Which solved the issue for the 6-7 winding (secondary) version. After rewinding with the current 10 windings there were no issues when sending power to the transformer when output side was unloaded but when I tried actually making a spot weld with it as soon as I pressed the button my fuse was destroyed (16Amp, slow type (sand cooled) fuse), which looks like this:
I bought some 25 Amp fuses (also the slow (sand cooled) type) yesterday and installed them, they do not get destroyed when trying to weld (but the spot welder is still lacking power..I think) even though it managed to destroy the 16A (slow) fuse.
I'm not sure how many more windings I can add to the transformer before the 25Amp fuse also gets destroyed when trying to make a weld.. My building's main fuses are only 35Amp and I can't easily replace them (rental house) so I can't really safely install bigger (more amp) fuses than the 25 amp ones I currently have.. Theoretically there should be enough space in the transformer to add another 10 windings (with the same 35mm2 wire thickness) but I think the 25A fuse will get destroyed for sure when I get to 20 windings..
Questions:
- what might be causing the lack of power? is it anything I mentioned in the list above?
- what tests could I perform to get a better idea of what could be wrong?
- what improvements could i try to make in order to resolve the lack of power?
- is there a good way to test if the spot weld controller PCB is causing the issues? (I could perhaps get a "non-chinese" 100Amp (or similar) triac/mosfet (with relatively low RDS-on) and control it using Arduino as an alternative to using the a fore mentioned spot welding controller ).
- what output voltage (secondary side) should I be aiming for?
- are any of my assumptions wrong?
- assuming a welding (or similar) transformer is not a good option to build a spot welder with such power, what are alternatives that might be better? (for example I've seen people use a big car battery with a starter relay wired to a simple push button (momentary switch) in order to spot weld the same (18650) batteries, however the time is difficult to control using this method since (mechanical) relays are relatively slow and I don't think I'll be able to get <20ms on time using a starter relay for example so it might not be the best alternative). I might be able to use a solid state relay instead as an alternative? Any other alternatives would also be greatly appreciated if you have one in mind!
Thank you very much for any suggestions/input! it is greatly appreciated