okashira
10 kW
[this post is labeled as being from "okashira", but I have split this topic into its own thread with approval from Riba, and taken over this post in order for the first post to reflect this threads' mission and content. The okashira content was merged into the next post, -spinningmagnets]
ES member riba2233 (from Croatia) was selling a low-voltage/high current spot welder, and also selling less-expensive kits for customers who want to save money by doing the assembly themselves. Due to health and family concerns, he is no longer selling them.
"JP spot welder"
https://endless-sphere.com/forums/viewtopic.php?f=31&t=68865
riba2233's "sales thread" has devolved into a scramble to find ways to copy this type of DIY spot-welder, so I am splitting this off into its own thread in the battery section.
Since nickel strips are in physical contact with the 18650 cell-ends, high voltage is not necessary. 12V automobile starter batteries are common, and are already capable of high temporary currents. What makes this style of spot-welder interesting is the feature-set it provides compared to common industrial desk-top spot-welders, which typically need a high-amp power supply to load a large capacitor bank. Common wall-sockets in homes are sometimes overloaded by the demands, which customers may not find out until after they have purchased a spot-welder.
Since the voltage does not need to be high, some builders are enjoying satisfactory results using lithium batteries for the current using 2S and 3S packs, with recycled 18650's or LiPo (8V, 12V).
When dealing with high-amp DC, the on/off switch can experience arc-ing, and in a worst-case scenario, the contacts can be welded together themselves. With no way to turn the DC device off, it can lead to a spectacular melt-down. This style of spot-welder uses MOSFET electronic on/off switches, which are common inside high-powered ebike controllers.
The length of time that the current is "ON" is vital to control in order to achieve consistent results. It should be long enough to make a solid connection, but not so long that excessive heat is built-up and damages the internal cell chemicals. The length of time that current is flowing is called the "pulse", and it is measured in one-thousandths of a second, called milli-seconds. Thicker metal bus-strips need a longer pulse, thinner strips need a shorter pulse. This device uses a programmable microprocessor to adjust the pulse-width.
Content in this post from below this line is from ES member okashira:
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
ES member riba2233 (from Croatia) was selling a low-voltage/high current spot welder, and also selling less-expensive kits for customers who want to save money by doing the assembly themselves. Due to health and family concerns, he is no longer selling them.
"JP spot welder"
https://endless-sphere.com/forums/viewtopic.php?f=31&t=68865
riba2233's "sales thread" has devolved into a scramble to find ways to copy this type of DIY spot-welder, so I am splitting this off into its own thread in the battery section.
Since nickel strips are in physical contact with the 18650 cell-ends, high voltage is not necessary. 12V automobile starter batteries are common, and are already capable of high temporary currents. What makes this style of spot-welder interesting is the feature-set it provides compared to common industrial desk-top spot-welders, which typically need a high-amp power supply to load a large capacitor bank. Common wall-sockets in homes are sometimes overloaded by the demands, which customers may not find out until after they have purchased a spot-welder.
Since the voltage does not need to be high, some builders are enjoying satisfactory results using lithium batteries for the current using 2S and 3S packs, with recycled 18650's or LiPo (8V, 12V).
When dealing with high-amp DC, the on/off switch can experience arc-ing, and in a worst-case scenario, the contacts can be welded together themselves. With no way to turn the DC device off, it can lead to a spectacular melt-down. This style of spot-welder uses MOSFET electronic on/off switches, which are common inside high-powered ebike controllers.
The length of time that the current is "ON" is vital to control in order to achieve consistent results. It should be long enough to make a solid connection, but not so long that excessive heat is built-up and damages the internal cell chemicals. The length of time that current is flowing is called the "pulse", and it is measured in one-thousandths of a second, called milli-seconds. Thicker metal bus-strips need a longer pulse, thinner strips need a shorter pulse. This device uses a programmable microprocessor to adjust the pulse-width.
Content in this post from below this line is from ES member okashira:
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
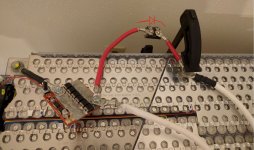
The welder works fine as-is. You can weld up to 0.2mm nickel easily with the kit supplied by Riba using a lead acid starter battery. You can even weld 0.3mm nickel, but be mindful that the mosfets stay as cool as possible and don't use too powerful of a battery.
The diode is an upgrade for those of us that want 2000 amps and longer welding leads and want to weld lots and lots of 0.3mm nickel. Just use a lead acid starter battery. Don't worry about amps, S, P, whatever, just use a battery like Riba recommends and it will be fine. You can probably use the one from your car.
This is the BEST 18650 spot welder you can buy for under $2,000. Period. Your next option is a Sunstone Engineering welder. This one can work just as well.
")