*Jump forward two months*
If you were paying close attention you might be aware of the results of the April race- I was there, the bike was there, running (when I took it out of the car, at least...) I had rider, batteries, chargers...
The bike arrived at the track with a 12fet controller I had bought from Lyen the previous day in San Francisco, and doubled the shunts on to stop the throttle cutting out (after being unable to track down C20- it appears to be unpopulated on this board, further investigation is required). Fudged the current settings a bit due to uncertainty from the shunt modification. During practice laps the rider blew up that controller- melted solder off the board and some FETs have gone bad. When Farfle arrived the next morning I borrowed his big 24 fet controller and wired it up- proceded to set the current limits way too high while hurrying to get set up for the race and the rider burned up the motor in about 1.5 laps. (of course after wheelieing the bike out from under him at the starting line.) A comedy of errors, starting down the trail of burned up parts that RC motor systems love to make...
After finishing the school semester a month and a half later I have focused my attention on figuring out what to do next- I have some months and a sufficient resources (time, money, and machine shop access) to do something cool and really make the bike better- first step is making up a plan.
I want
- motor re-wound for better efficiency and better airflow cooling
- forced air cooling of the motor
- reliable and effective motor controller
- reliable drivetrain
How will these things be accomplished?
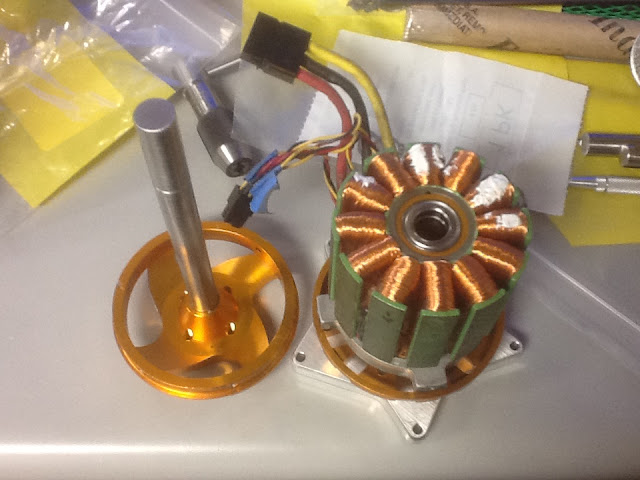
- I have gotten a few new motors from Leader hobby, ready to rewind them
- I have some promising air blowers coming in from ebay, and ideas about ducting, plenum shroud for the motor
- For starters, I'll try to copy the success Thud has had on 18s using infineon 12fet controllers, modded and set up right. I have some other ideas that I might get to play with down the road.
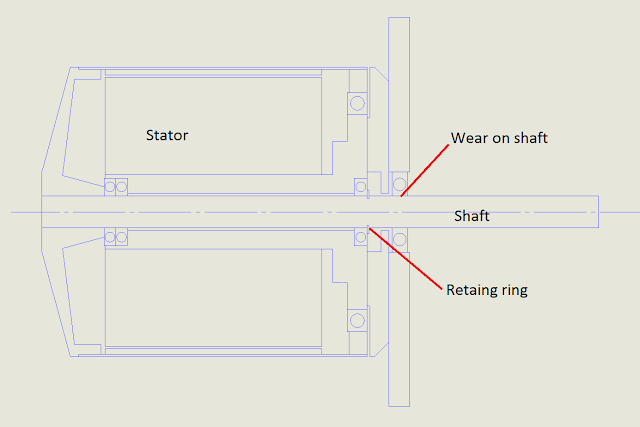
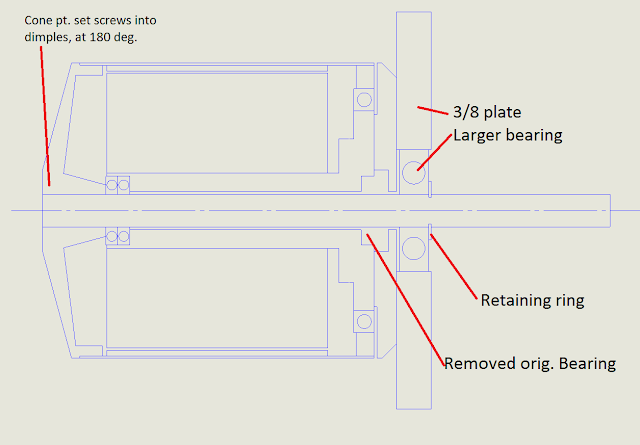
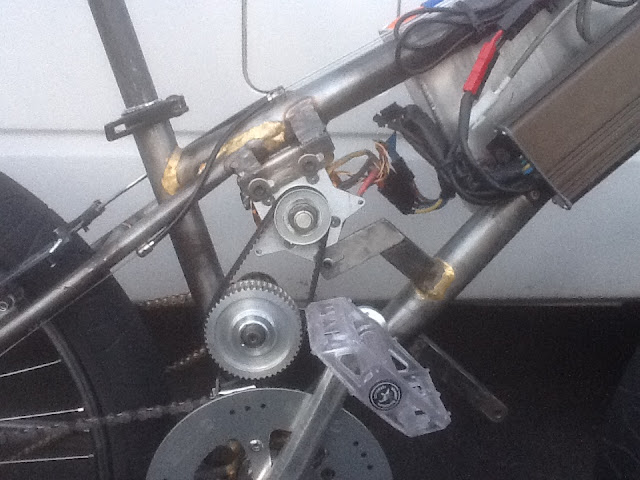
- The current 2 stage drive system eats shafts and bearings up- unfortunately a bit fundamentally to some aspects of its construction. I've been thinking hard about how to redo it, which is the main matter of this post.
The options for redoing the drivetrain come down really to two options- making up a new timing belt 1st stage, chain final drive system- same architecture as currently- but set it up a bit "recumpence esque" with nice machined aluminum bits for tensioning and mounting the jackshaft. Option two is modifying the seat stays on the bike a bit and moving to a rear disc brake to do a single stage reduction, most likely with 219 chain.
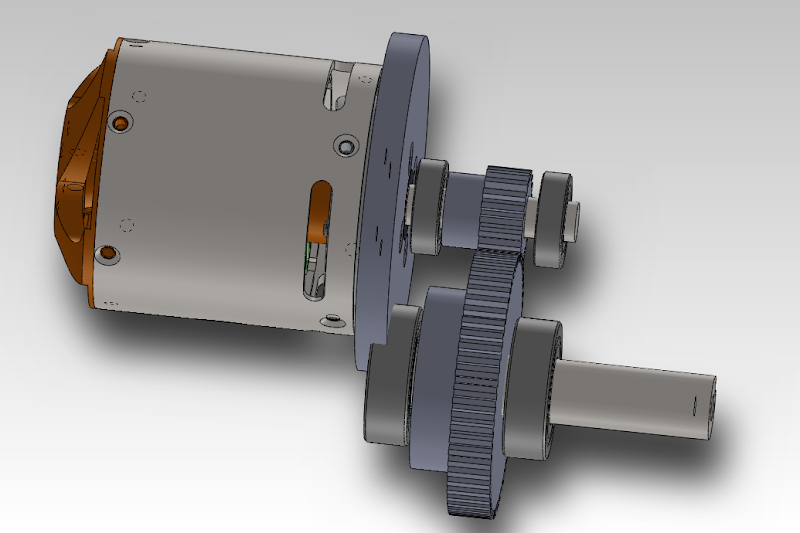
I was also toying a bit with building a spur-gear box first reduction but found just about every aspect of that project to just be kind of unreasonable, from attaching gears to shafts, to simply packaging it- it was looking like it was going to end up too wide to fit between the cranks. (I mean, it's definitely possible- just would take some serious resources work and time for custom shafts/splines/bearings/etc,etc,etc... This is modeled just with off the shelf gears, not optimal and frankly, not really workable at all)
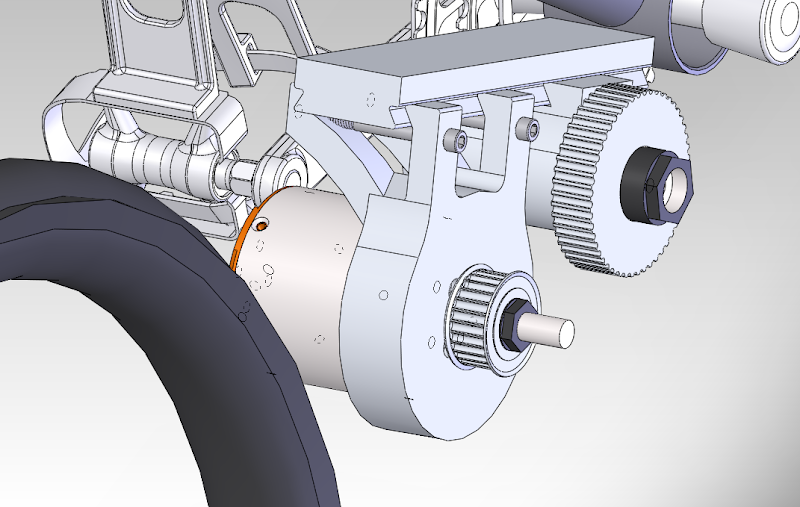
I then roughly modeled up a belt based drive with a novel feature- the motor and jackshaft move along a dovetail for tensioning- it was fun to think about in my head and I liked it for flexibility and because it's sort of something a machinist would think of :wink: but when I looked at it in the bike it just looks super fail bulky.
I then went and looked at pictures of Recumpence's davinci drive a bit more and thought about how nicely that design works- it's compact, rigid, and just about perfect for the application. I would copy it in a minute--- if it were at all even reasonable to adapt it to the face-mounted 80100 outrunner. Which it's not, very easily. I came to the conclusion after a lot of thought that it's just plain old very problematic to try to make up a reduction drive of any sort that is reasonably narrow to fit between the cranks, with this funny long, face mounting outrunner. By no means impossible, but not really going to be very elegant (like the davinci drive). I like elegant solutions.
Another idea I was working on at the same time was of making up a double freewheeling rear hub- Just made up a post here http://endless-sphere.com/forums/viewtopic.php?f=28&t=40661 - this would enable me to make up a huge sprocket and do a single stage reduction with 219 chain. Benefits being simplicity- potential reliability and efficiency- It would be a big chain for sure, moving awful fast. According to Thud the 80100 makes its best power if you can run it up to around 9krpm. That requires something like a 12 or 13 to 1 reduction ratio for the speeds I'm looking for (40-50 mph) - so, a rear sprocket in the 15-18" diameter range will be required. Making one up is no big deal- I have the tools. I in looking around a bit I haven't seen any completed drive systems set up like this, I'm wondering if anyone's got experience with how well the super large ratio single chain reduction works in practice, what the considerations must be.
One other disadvantage to doing this would be that it would require modifying the right hand seat stay for better clearance, requiring moving to a rear disc brake instead of the rim brake that's on it now- this would be possible with the double right hand side freewheel hub setup ---
I'm certainly interested in hearing feedback or thoughts about these thoughts of mine. I've got to get started making up the bits as quick as I can, I've got a deadline of late August to quit working on it when school starts again! I'd like to shoot for racing it again in the October So-Cal race.