Not an expert in this area, but my limited reading suggests that low-carbon steel or pure iron is probably the best material for the flux ring. Outside of really exotic nickel alloys, pure iron has the highest saturation flux density. Silicon steels actually have lower saturation density, but higher resistivity (for eddy currents) and lower hysteresis. Since the flux ring is a mostly static field, you'd really rather have the high saturation. This reading seems to agree with the thread you linked.
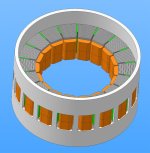
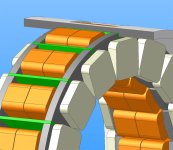
Also, I'm setting up the simulation using a AaABbBCcC winding pattern, per:
http://translate.google.com/translate?hl=en&sl=de&tl=en&u=http://www.powercroco.de/
for the 18 slot, 16 pole configuration.
It'll take me a little time to set this up and inevitably some debugging, but I think I figured out recently how to call FEMM from within MATLAB. This would have the same effect as using the Lua script within FEMM, except that I know MATLAB and not Lua!
")
In any case, I should be able to use that to get the BEMF waveform and extrapolate Kv.
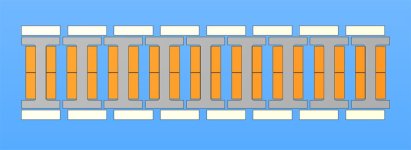
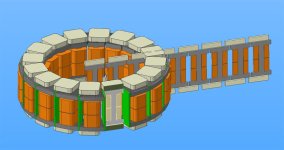
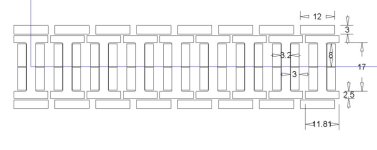
When you get a chance, is it possible to also get a linearized section at the inner and outer radii as well? I think I can so some interpolation between the different sections to try and estimate the effects of the wedge vs. square cross sections. It won't be as accurate as a full-3D solver, but should get at least some estimate of the effects. Actually, the best thing for this would be linearized sections at 1/6 and 5/6 distance from inner-to-outer radius. That will give me center cuts for each third of the radius.