I actually went 21" rim/tire. Cost me probably another $100 in parts cost to go to that size, but it ended up matching my rolling diameter of existing 26x2.5" hookworms. Snipped from my build thread:
I started making some brass washers for my spokes; the flange thickness for the 3.5mm spokes I got was ~0.080" wider than the actual flanges on my motor, and I wanted them to locate as close to the elbow as I could manage without causing problems. Made from 1/4" solid brass bar, drilled, parted, and countersunk at an appropriate angle to match the flare on the end of the spokes. Flare angles don't quite match up perfectly, which is good; gives about 1-2 degrees of play, so the spokes can angle as required off the flange. Made 5 last night before/after lifting my rebuilt transmission back into my truck, and I'll probably finish off the remaining 31 today. I'll update this post with more "making of" pictures as I go.
Here's a couple I took with my cell phone of the prototype and following 4 I made while trying to figure out a good process for making lots of them:
First prototype made!
Here's all 5 I made last night on one of my spokes:
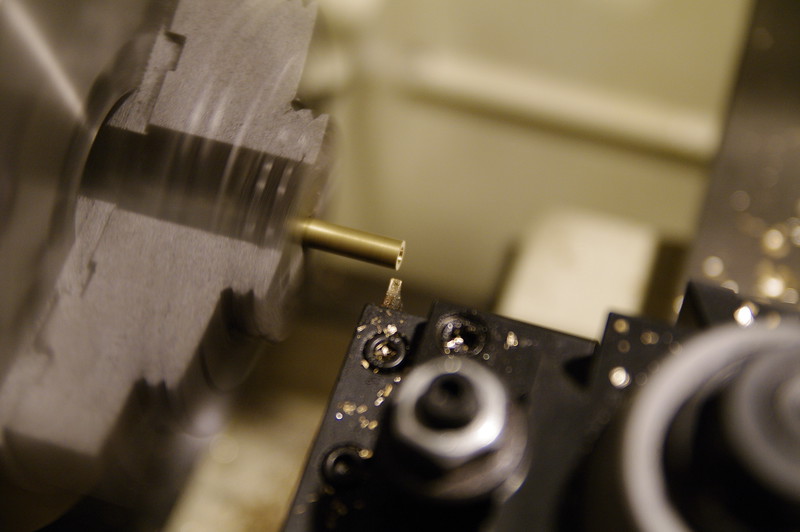
My parting inserts were ~0.085", (supposedly 2mm-ish), so I'd face cut a new bar with the parting tool, zero my DRO, center-drill to get a good center, drill the rod through with a long parabolic 3.5mm bit an inch or two,
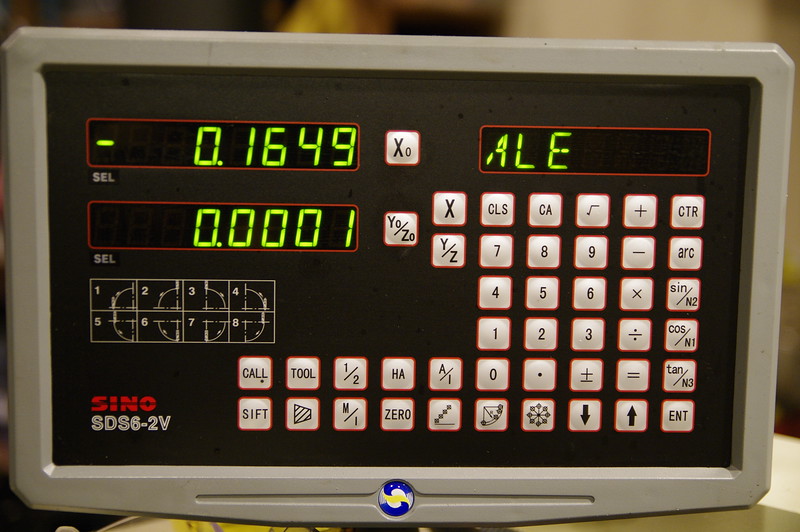
Then advance 0.165",
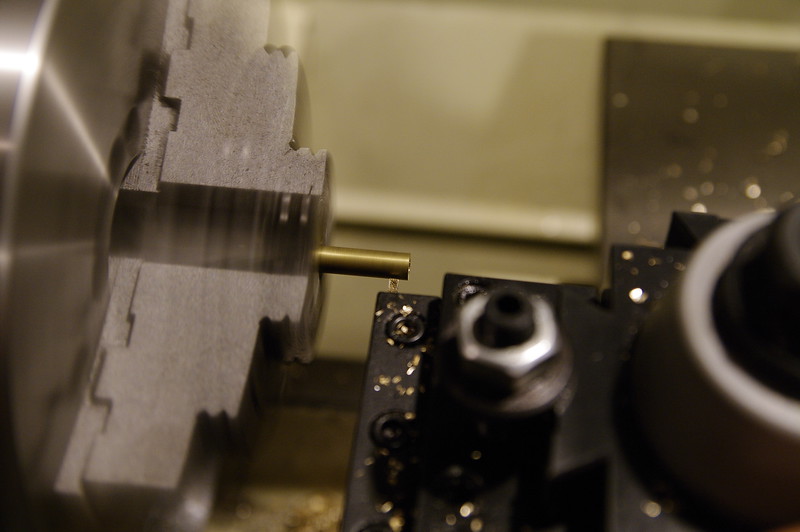
Part off,
Zero, repeat.
Now I move from the big lathe to the small one for finishing; not because I need to, but because it's faster and the big lathe doesn't have a collet chuck, not to mention the time it would take to swap chucks would make this workflow impractical for 36 identical parts.
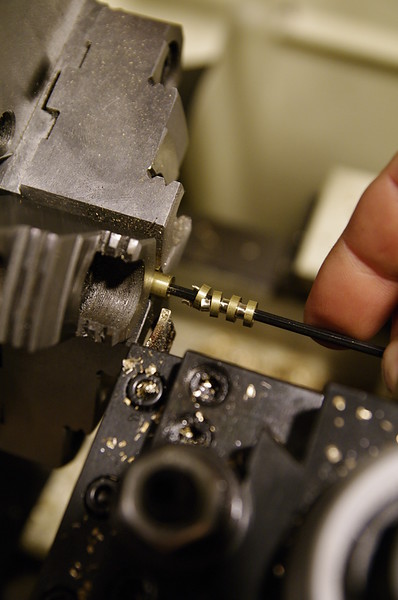
They look like this after parting; Since it's small brass and I'm doing 4-5 at a time before advancing the rod in the chuck, the whole rod flexes when I part and leaves these sharp bits. Easy enough to fix in the next step.
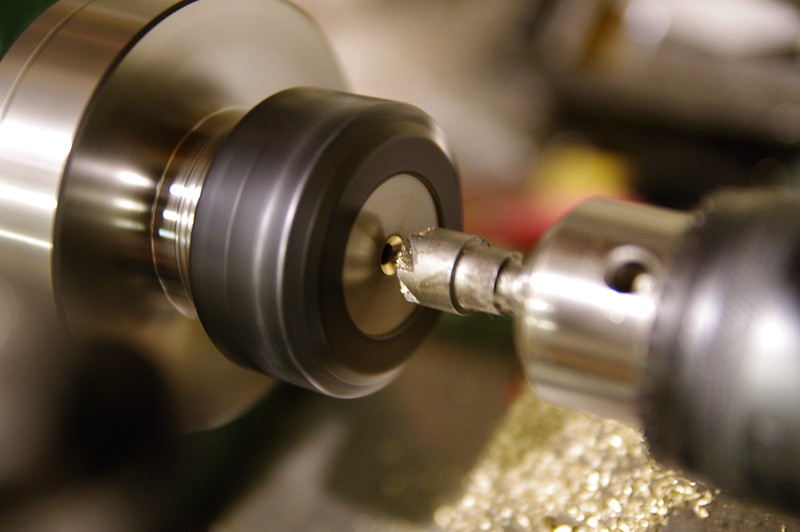
The 3.5mm hole wasn't wide enough to clear the threaded section of my spokes, so I enlarged that with a second drill. Normally you can't work on stuff this stubby, but I have an el-cheapo 7x8 harbor freight mini lathe I've upgraded to a 7x14 with proper tapered roller bearings and all kinds of other stuff, (upgrades cost more than the lathe did originally,) and I'm running an ER32 collet chuck on it. Collet chucks are amazing for this sort of thing as they will grip round stock of literally almost any length with equivalent to about 8-12 jaws. That means I can put a part that's only 0.080" long into it and it'll grip hard enough to stay without distorting it on the outside.
So I push the spacers into the collet a bit, with the parted side facing out, as they usually have a bit of a lip still stuck on the end.
I push them into the collet flush using a washer that's about the right size.
This aligns them axially and makes sure they are mounted in approximately the right depth every time.
Then I tighten the chuck and drill them out to the final diameter on the small lathe.
Once drilled through, I swap tailstock chucks to one with a small 6-tooth countersink bit, and plunge by eye (as I don't have any indicators or DRO's to measure depth on the small lathe,) until the taper almost becomes a knife edge on the periphery.
Loosten chuck, take a small rod and pop the part out from the rear of the spindle bore, on to the next one.
I'll probably forego the first drill step for the rest as I'm thinking at this diameter it's unnecessary to add an extra step; should speed me up quite a bit as well since I'm building a lot of these little buggers.
Now up to 12!
Unfortunately, I've also produced two "duds" which were countersunk too deep and started to flare out on the periphery.
Skipping the first drill step is definitely faster. I was able to do 10 in ~17 minutes, from start to finish.
One quick tip on working with brass: If you drill it, knock the sharp leading edge on the tip off your drill bits. Brass likes to grab really hard if you have a positive rake drill bit; (literally like 99% of all metalworking drill bits use a positive-rake leading edge). When that happens, the bit basically acts like a screw, plunging in without removing material. At best you get lots of chatter, at worst your drill bit breaks inside the part. Buy a cheap set of drill bits, take a stone and swipe it once or twice across the leading edge of each one, and throw them in a bucket labeled "for use on brass". You essentially have made the leading edge into a zero-rake tool geometry, without making the bit completely dull. Makes a HUGE difference and it'll keep you from breaking your bits or causing weird things to happen while drilling.
Update - 2015/09/07 - Did another 6 in 10 minutes while waiting for some pizza to bake. Also de-laced all of the spokes so I can start reassembly. Halfway there!
Also, yes, they do fit.
Update - 2015/09/08 - Finished all the spacers. Gratuitous OCD picture because I can:
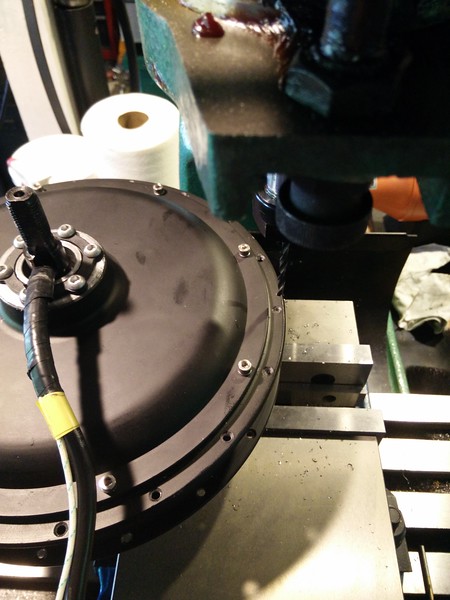
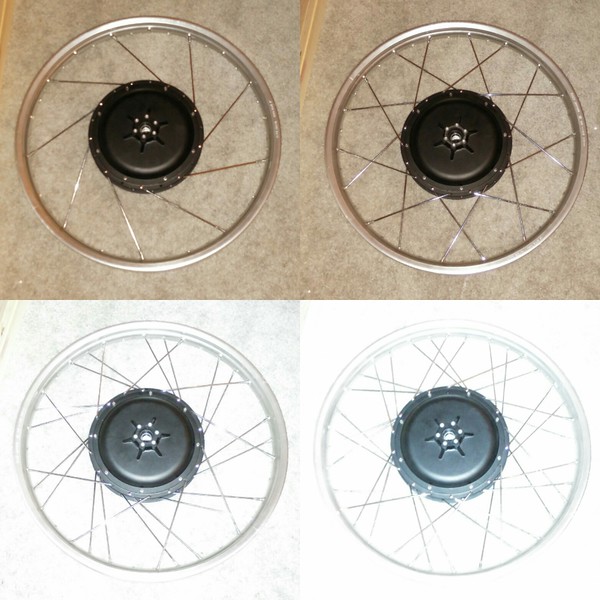
I'm using a DID 21x1.6" aluminum motorcycle rim. Super beefy. Here it is test-laced in a 2-cross pattern when I first got all the parts. This was before I made the brass spacers.
Spokes are 3.5mm in diameter, so I had to drill out the flange holes slightly. Holes are not drilled perfectly concentric to the shaft bearings; they vary ~1mm or so in and out. I discovered this while drilling the holes larger.
The tire I bought is a Pirelli MT66 front tire, in the 80/90-21 size.
This means it's 80mm tall with a 90% height-to-width ratio. Means this tire is slightly taller than it is wide, but I was worried about chain lines in granny gear, and this looked like a good size to start with.
Here's a comparison to my 26x2.5" Hookworms.
Compound feels just as grippy if not more so than the Hookworms, and this tire is STIFF. As in when they shipped it, they wrapped packing tape around it and shipped it as-is. It holds it's shape really well compared to the Hookworms. It's a tubed-type tire, so it's rated to be ridden with a tube in it; I figured that was the best option for this build. I can't wait to see what it feels like on the road.
Update: As other projects have taken my time and my lathe dogs hadn't arrived yet to do center turning, I re-laced the rotor to my rim with the brass spacers.
Not sure if spokes vary slightly in elbow length or if my brass spacers thickness vary at the countersink, (did them all "by eye" for depth), but a few of the spokes feel somewhat tight. Might pull off the tight ones and cut them down ~0.001mm or so to get them perfect, but for now I'm pretty happy with my batch part build.




")