Jeremy Harris
100 MW
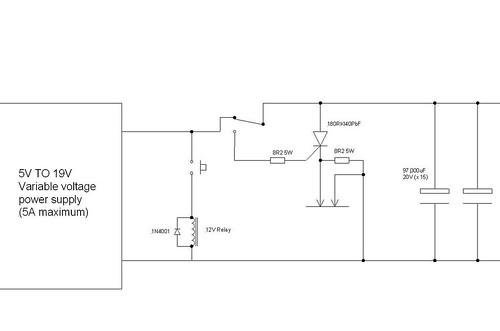
If anyone in the UK is looking for thyristors to build a CD welder, I will have a few spare in a day or two. I've just bought a small job lot of fairly big ones, type 180RKI40PbF, with the following ratings:
Voltage, Vrrm:400V
Current, It av:180A
Current, It rms:285A
Current, Itsm:4000A
Voltage, Vgt:2.0V
Current, Igt:150mA
It's the Itsm rating that's important for a CD welder. These are pretty good at 4000 amps.
I'll sell the surplus ones at the same price as I paid for them, but it probably only makes sense to post them to people in the UK really. The price each will be around £4.50, plus postage (postage will probably be around £1.50 maximum, I think). I should have about eight spare ones, if all goes to plan. First come, first served, PM me if you're interested, rather than clog the forum.
Jeremy
PS: These things are BIG, the thread on the stud is 3/4" UNF.............
[edited to include spec sheet details and part number]
Voltage, Vrrm:400V
Current, It av:180A
Current, It rms:285A
Current, Itsm:4000A
Voltage, Vgt:2.0V
Current, Igt:150mA
It's the Itsm rating that's important for a CD welder. These are pretty good at 4000 amps.
I'll sell the surplus ones at the same price as I paid for them, but it probably only makes sense to post them to people in the UK really. The price each will be around £4.50, plus postage (postage will probably be around £1.50 maximum, I think). I should have about eight spare ones, if all goes to plan. First come, first served, PM me if you're interested, rather than clog the forum.
Jeremy
PS: These things are BIG, the thread on the stud is 3/4" UNF.............
[edited to include spec sheet details and part number]

")