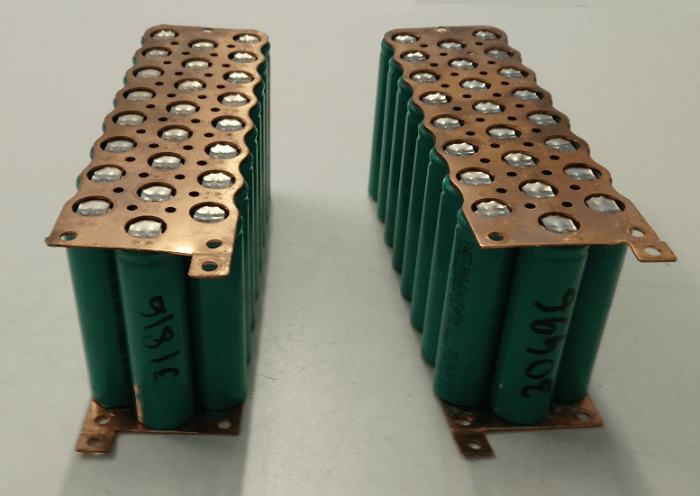
So I was googling the topic of welding copper battery tabs and this thread came up. Absolutely fascinating for me, as I am contemplating my 3rd EV build, which will have a Tesla Drive unit in a Factory Five 818 Kit car. The car has been done before, I'm looking to do a custom battery. Present thinking is 112S38P using low impedance 26650 LiFePO4 cells. The plan is to build single cell "blocks" of 38 cells each. These blocks will look similar to the pics posted above by Matador. The block will be a sandwich with 2 copper plates, and the 38 cells need to be welded to the copper plates. The plates will be roughly 4x11 inches with tabs on top for interconnections. I had found the Sunstone cell welder several years ago, but I considered it way too pricey, especially for a "manual" machine. After a lot of pondering, I came up with the idea of the plates with holes over the battery terminals, and then very short "jumpers" of either thinner copper or nickel, as pictured above. The issue is the Tesla drive will draw around 1100 amps peak (for only the few seconds it will take to hit any legal speed). If my math is right, to keep the overall losses of the 244 series-connected bus plates down to 6 volts or less at 1000 amps, I'll need to use at least .060 thick copper plate, I might go a bit thicker. Instead of round holes, I was thinking of squares, to accomodate the essentially square pattern of the weld points. Based on what I've seen discussed here, I should be able to weld .15mm thick pure nickel to the bottom of the copper plates with either a MOT welder of one of the 4.3kW Sunkko units like a 737G+ or a 737DH. With an aperture of around .4" x .4", I will have current flow in all 4 directions, keeping the losses in the nickel "jumper squares" very low. I guess the good news is that the tough weld will likely be welding the nickel to the copper plates. But I won't have to worry about damaging any cells. Then lay the plate over the cells and weld through the .4" x .4" hole in the copper. My question is this: What equipment would anyone recommend for the welding? The Sunkko 1200 amp units look like they should handle the nickel to cell welding, but I'm seeing references that seem to indicate more than 1200 amps may be needed to weld the nickel to the copper plate. I was thinking of using parallel nickel strips to form the "infinite slot" to reduce the current needed to weld. The kWeld unit seems like a great design with closed loop control of energy, but to do the large number of welds in this project I'd probably need a full size power source, not a battery. I'd also want a stable and adjustable voltage for weld consistency. I'm also concerned that the current limit on it is 2000 amps, I'm not sure how much over 1200 amps I could go without risking hitting the 2000 amp limit. Using batteries as a power source makes the peak current limited only by the series resistances in the weld path.
Any thought or suggestions welcome!

 )
)