Thanks, I'm not sure exactly what you mean though.
To get the bed to move freely?
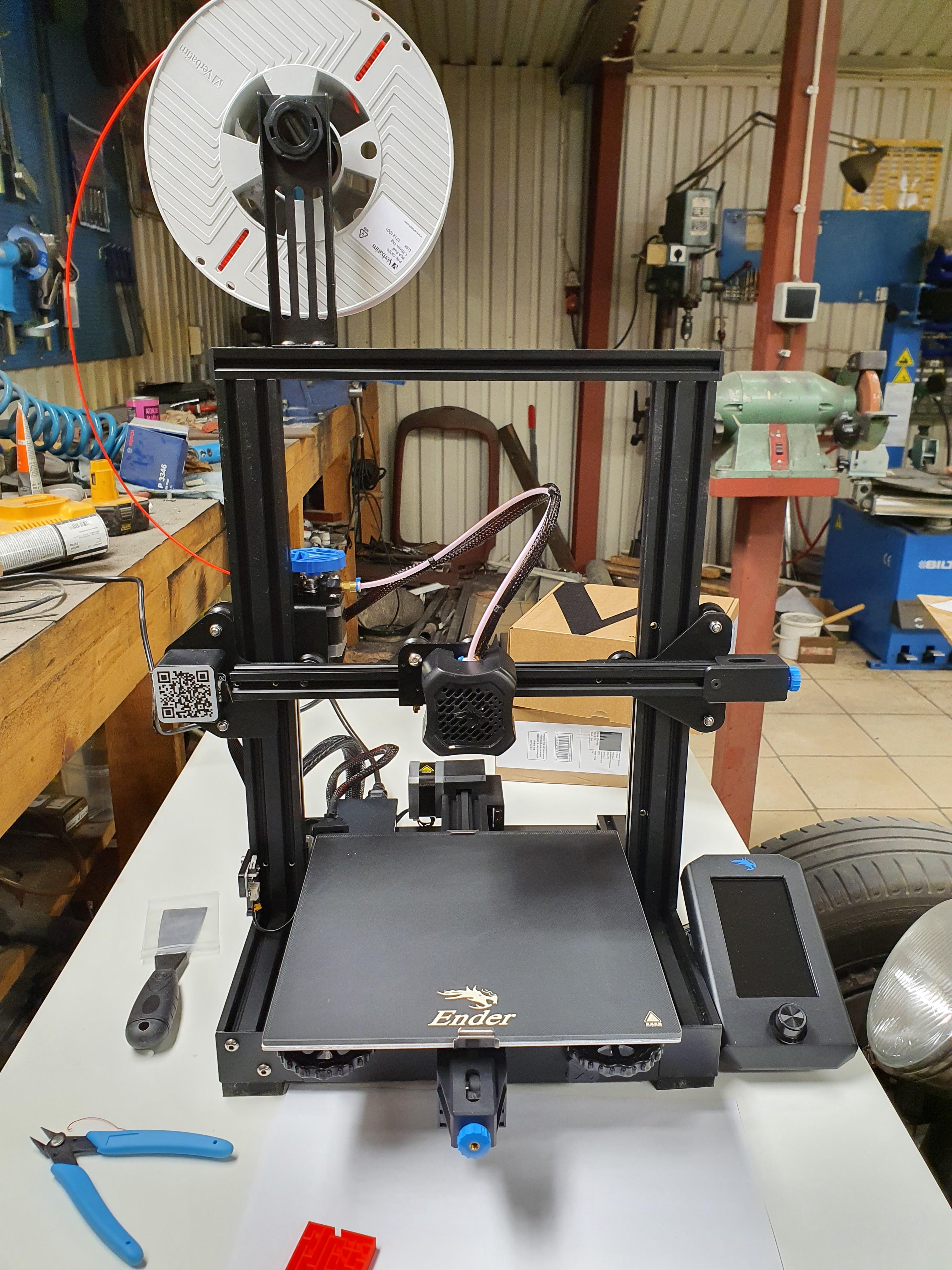
First I just assembled the printer after the instructions in the manual, but then I watched a youtube video where the guy (just vlad or something like that I think) did it a lot more thoroughly.
Checking that the base was level, it wasent. That was easily fixed by just loosening the screws on the sides.
Checking that the bed mowed freely, it didnt. I actually thought there was something wrong, because it was clearly hacking in certain places. But just loosening the tension on the rollers cleared it up nicely.
He said you should be able to turn the rollers relatively easy by hand, on all the axles. I was afraid to get play somewhere so I tried to get everything play free but move freely, even if it didn't mean I could turn the rollers.
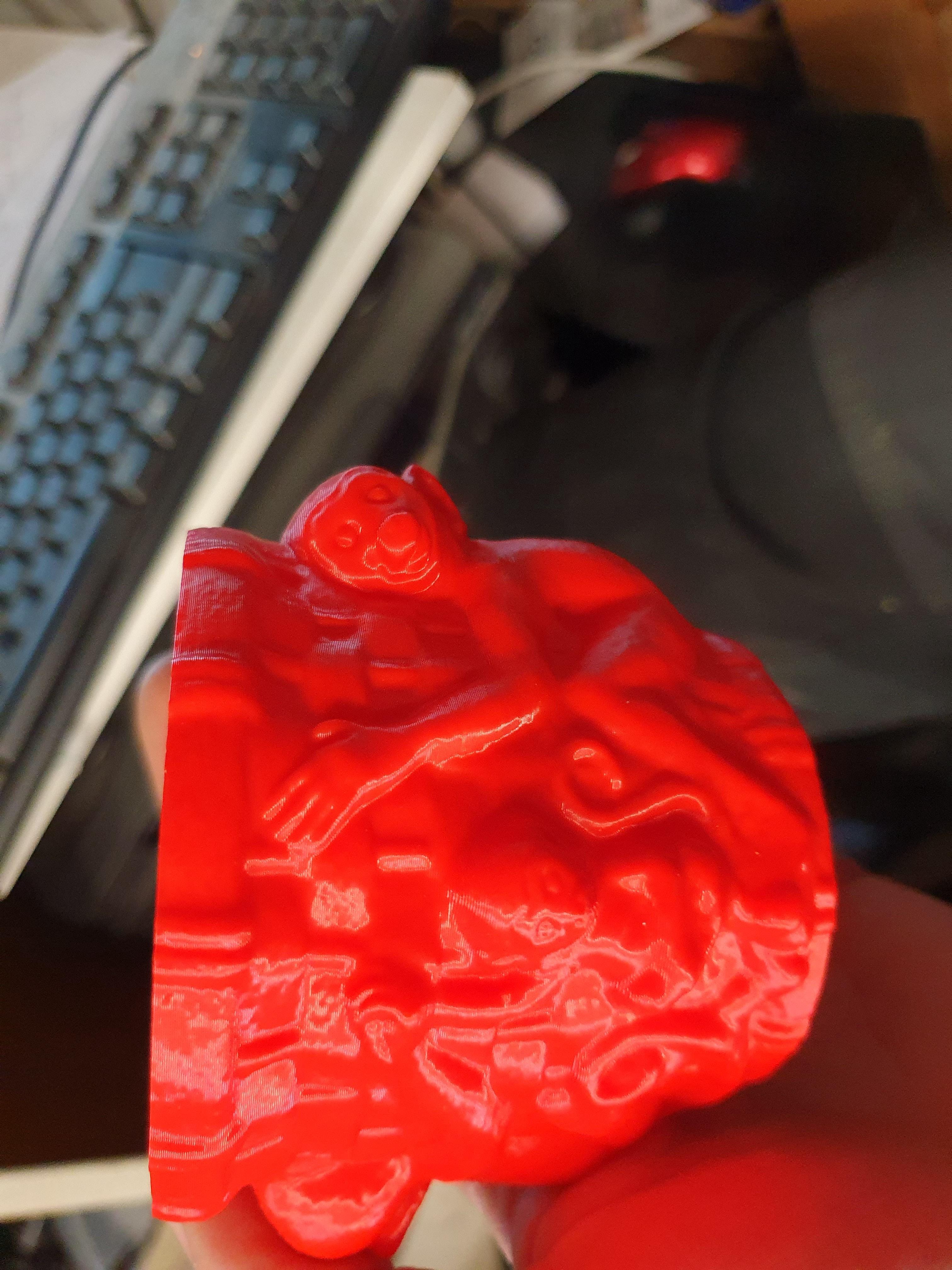
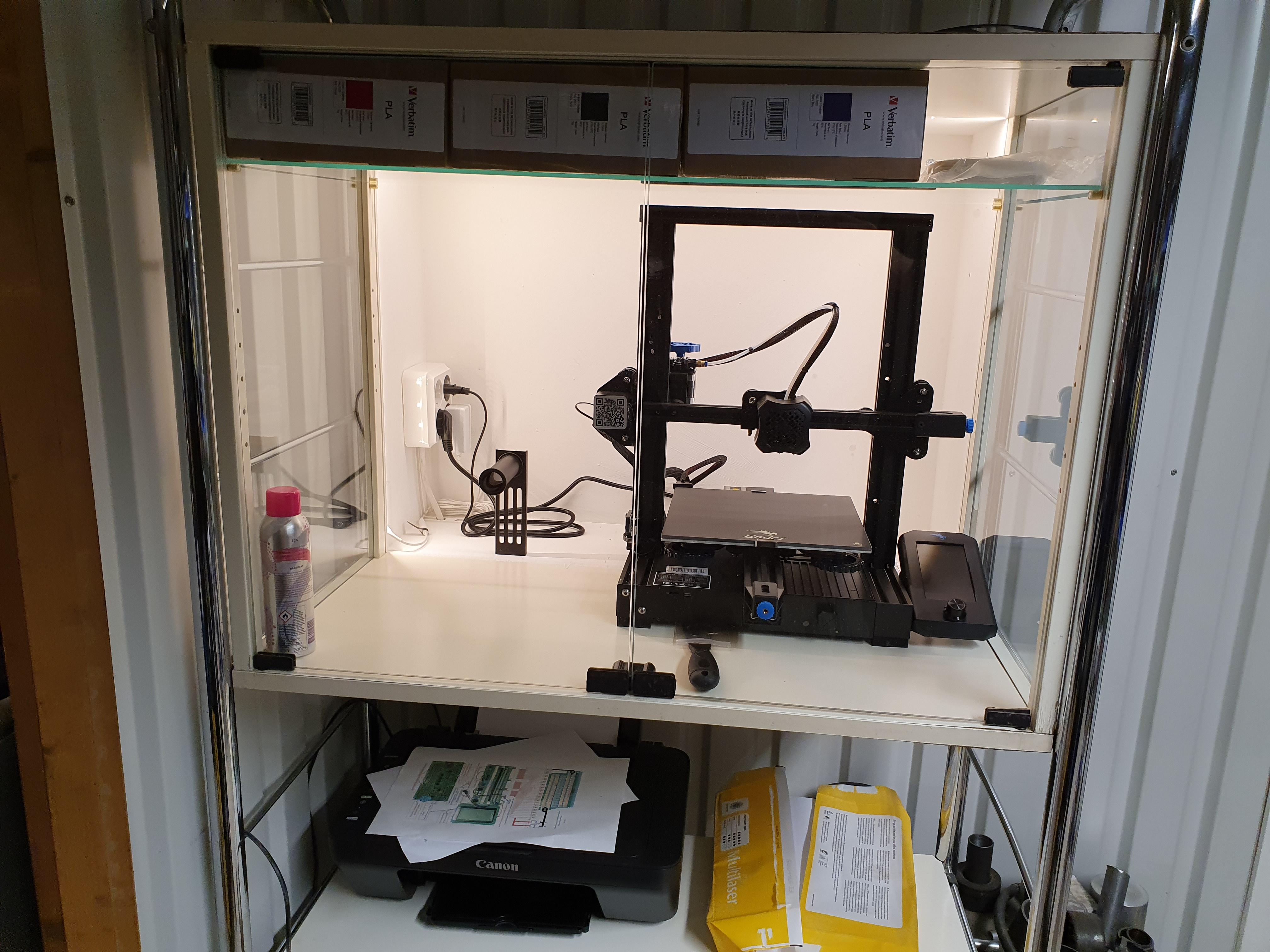
I let it run overnight and print this little monkey cup:
I tightened the bed a little more, it is hard to move a paper between the bed and nozzle now.
But it is not exactly the same all over, the gap gets a little bigger in the middle. And I think there are some places between the middle and and the edges that are a little tighter.
But still it loosened a little at the edges. Maybe I should just get some glue or hairspray or something?
I got like a tiny scar over the back of a monkey, it is at the same place that it loosened the most from the bed.
At the same place I got this little line on the inside.
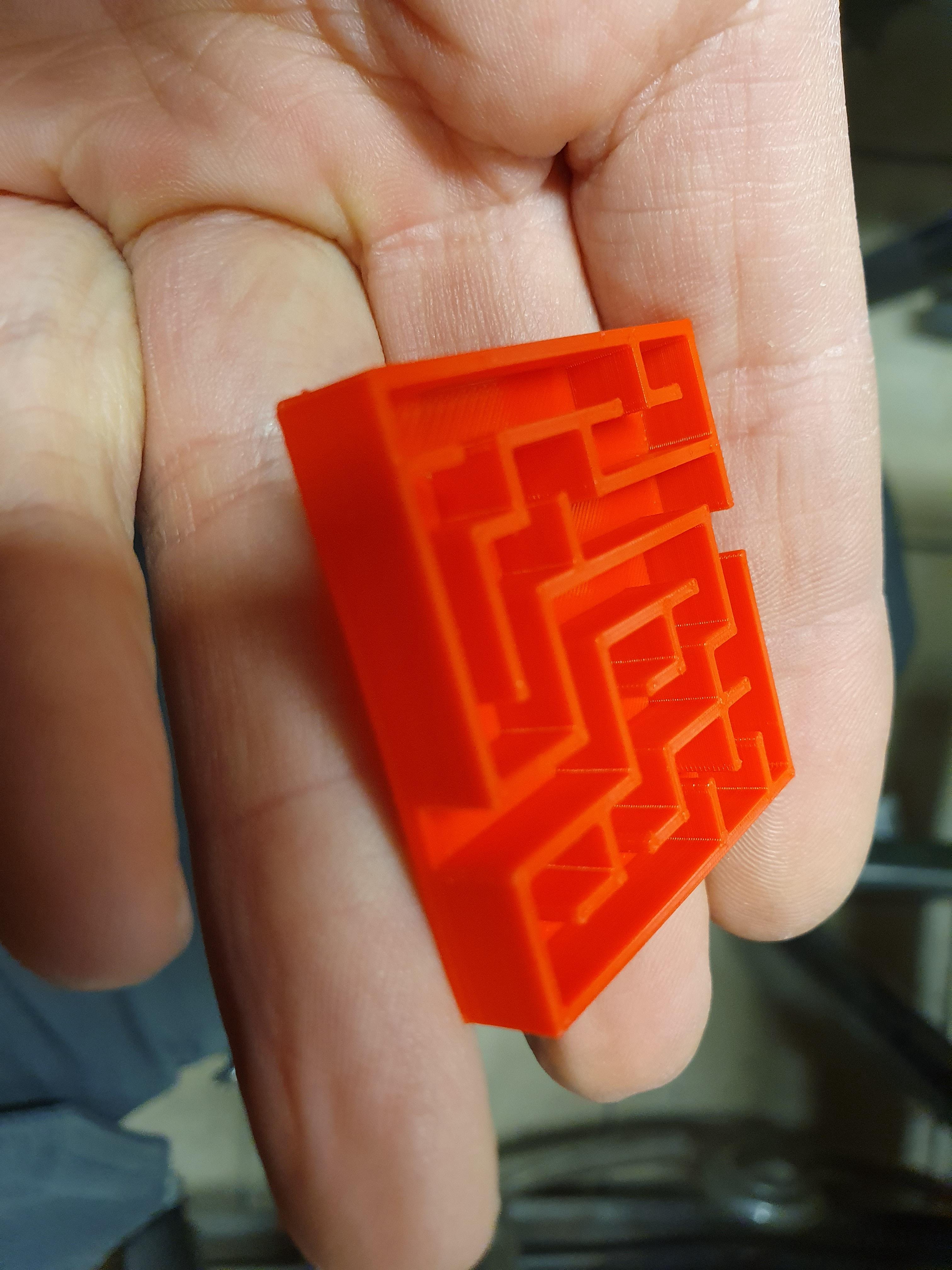
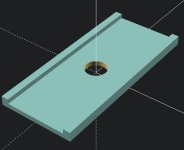
I also got this strange thing:
Maybe that is something in the drawing itself?