
spinningmagnets
100 TW
[I've been investigating brass as a paralleling strip, but some of the brass info I found was also alongside copper spot-welding, so...I'm cross-posting this here too]
Page 298, "Copper and copper alloys" By Davis
Many of the sunstone spot-welding youtubes are short on raw info, but one of them stated their machine was using 5-lbs of force before it would pulse on copper...
Page 298, "Copper and copper alloys" By Davis
Resistance welding of specific alloy groups
Copper and copper alloys having electrical conductivity higher than about 30% IACS (see table 18) are the least well-suited for resistance-spot, projection, or seam welding, mainly because of severe electrode pick-up. Thin copper stock can be welded using electrodes faced with RWMA class-13 (tungsten), or class-14 (molybdenum), but surface appearance is poor, and frequent electrode maintenance is required. A tinned coating on wire or sheet is helpful in welding copper.
Low and high-zinc brasses
The low-zinc brasses are difficult to weld, although easier than copper, and are subject to electrode pickup. Welds made in these brasses may lack strength, principally because of comparatively high electrical conductivity (32% to 56% IACS). The high-zinc brasses have an electrical conductivity of 27% to 28% IACS, and can be both spot and projection-welded over a wide range of conditions. Electrode pickup can be a problem, unless weld time, welding current, and electrode force are properly selected.
Excessive electrode pickup and blowthrough of the weld may occur when long weld times, high energy input, and low electrode forces are used. Yellow brasses (C268 and C270) are less susceptible to electrode pickup than cartridge brass except when long weld times and high energy input are used. Electrode force should be sufficient to prevent arcing or expulsion of molten metal, to which these alloys are subject because of their 30% to 40% Zn content, which boils at 905C (1665F). As shown in table 19, the recommended electrode force, when using electrodes having a face diameter of 4.8mm (3/16-inch) is approximately 1.8 kN (400-lbf)...
...electrode forces lower than those needed for welding low-carbon steel are used. But extremely low forces, which can cause electrode pickup and weak welds, should be avoided. Low electrode force can also cause high-zinc alloys to flash or burn through
Many of the sunstone spot-welding youtubes are short on raw info, but one of them stated their machine was using 5-lbs of force before it would pulse on copper...
Selection of process
Weldability of the work metal often determines which process should be used for a given application. Some of the coppers and copper alloys can be spot-welded, but not seam-welded because of high conductivity, and not projection welded because of low compressive strength of the projections at elevated temperature...spot and seam welds can be made in work metal as thin as 0.025mm (0.001-inch). Spot-welding of metal as thick as 3.2mm (0.125-inch) has been reported for copper alloys. Projection welding is best suited for work thicker than 0.50mm (0.020-inch).
Electrodes
The current used for resistance welding of copper alloys is much higher than used for welding low-carbon steel. Therefore, the electrode must have high electrical conductivity to minimize heat build-up. The Resistance Welding Manufacturers Association (RWMA) Class-1 electrode materials (typically tungsten or molybdenum alloys, containing copper and cadmium) are sometimes used for welding copper and high-conductivity brass. Class-2 materials containing copper and chromium, are used on low-conductivity brass, bronze, and copper-nickel alloys. Electrodes must be sufficiently liquid-cooled to minimize sticking to the work material, and to prolong their life. Tip contours must be carefully prepared, and the electrodes must be properly aligned.
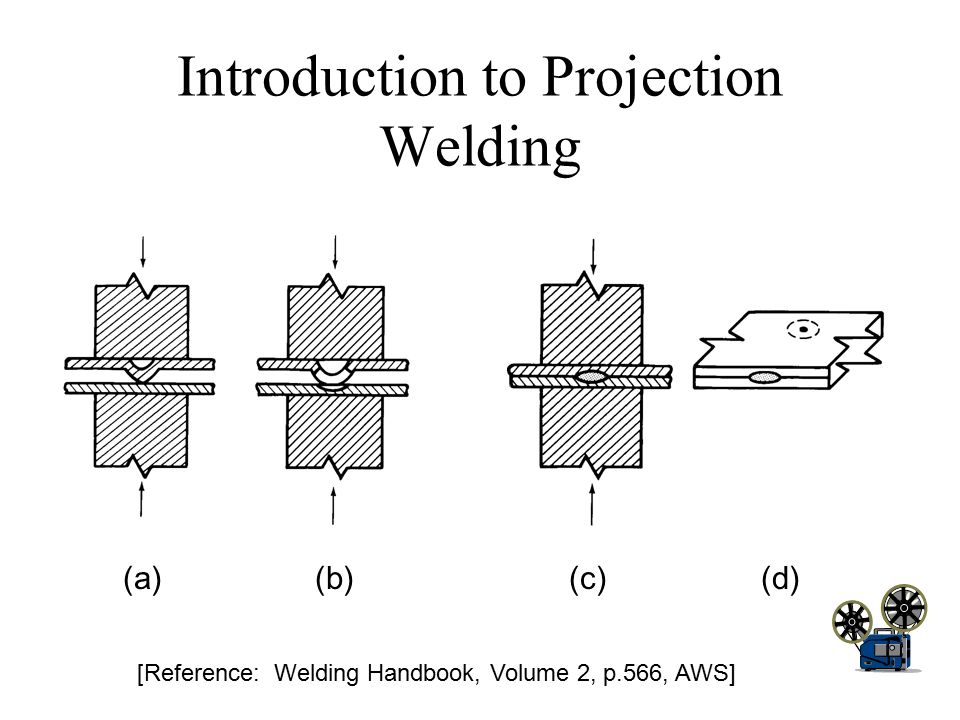
The use of projection welding frequently can increase the quality of joints in high-conductivity alloys because current can be concentrated where needed. Distortion and electrode pickup are minimized because the electrode contacts a large area of the work metal. Projection welding may be preferred when the components are self-locating, or to simplify fixturing, or improve dimensional accuracy
 the lower resistance of the nickel helps pull current down rather than across the copper making a better weld- If you get my drift...
the lower resistance of the nickel helps pull current down rather than across the copper making a better weld- If you get my drift...